Станок для профилированного бруса: Ошибка 404. Страница не найдена — Объявления на сайте Авито
Станок для профилирования бруса
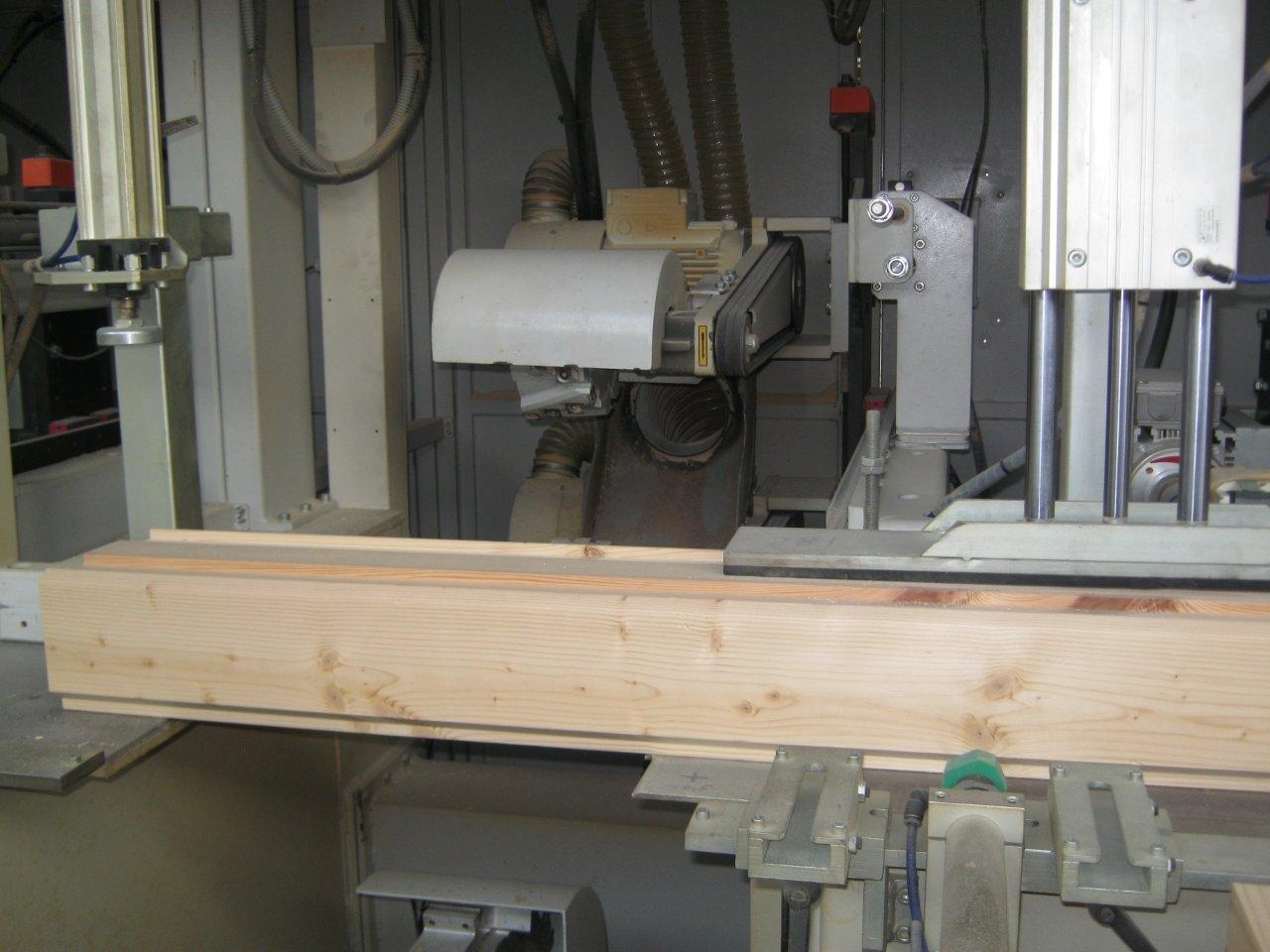
Универсальный фрезерный четырехсторонний станок УФЧ-1 предназначен для полного цикла обработки пиловочного бревна до профилированного бруса. Все операции по обработке материала выполняются на одном станке, за одну установку исходной заготовки. И в этом коренное отличие работы УФЧ-1 от традиционной технологии производства профилированного бруса, которая подразумевает несколько стадий обработки пиловочника на различном оборудовании. Теперь один станок производит все операции для выпуска готовой продукции от начала и до конца.
Обычное производство профилированного бруса организуется по принципу разделения технологических операций, где каждая отдельная операция подразумевает обработку на специальном оборудовании и выполнении одной узкой задачи – распиловка на брусья, строжка, профилирование. Эти операции предполагают ряд промежуточных действий, таких как погрузка — разгрузка, транспортировка, складирование, сортировка и прочие. Такая организация процесса требует дополнительных материальных и временных затрат.
Видео работы станка для профилирования бруса
Кроме этого существует и другой немаловажный фактор, ограничивающий возможности производства профилированного бруса традиционным методом – стоимость оборудования, его производительность и совместимость. Больше нет необходимости покупать дорогостоящие станки первой очереди, пилорамы, четырехсторонние станки или другое оборудование, тратить силы и деньги на организацию рабочего процесса с несколькими станками и перекладками. Все это может сделать один станок УФЧ-1.
Отличительной особенностью нашего оборудования является его узкая специализация, позволяющая сконцентрироваться только на производстве профилированного бруса и объединить все операции по его производству в одном станке, выполнить полную обработку пиловочника в одном месте и получить на выходе готовый качественный стеновой материал за одну установку бревна. Кроме того, в расширенной версии станка УФЧ-1М дополнительно возможен выпуск оцилиндрованного бревна, что существенно расширяет возможности оборудования.
УФЧ-1 разработан как позиционный фрезерный станок с подвижной кареткой и закреплением исходной заготовки в приводных центрах. Обработка пиловочника производится в несколько этапов. Сначала черновой фрезой бревно очищается от коры и фрезеруется под цилиндр для получения заданного диаметра. Эта операция позволяет продлить срок службы рабочих фрез и ускорить следующую операцию обработки. Затем формируются боковые стороны и выбираются верхние и нижние пазы теплового замка рабочими фрезами, заданными под размер бруса.
Благодаря проверенной конструкции станка работать становится действительно просто. Применение цепной передачи подачи каретки в сочетании с импортными редукторами гарантирует надежность оборудования. Приводы с регулируемой скоростью подачи позволяют добиться идеальной плавности движения рабочих органов оборудования и подобрать оптимальный режим для обработки любого исходного сырья, дают возможность получить качественный профилированный брус.
Станок для изготовления профилированного бруса СПБ-200
ОБЩАЯ ХАРАКТЕРИСТИКА:
Станок СПБ–200 представляет собой востребованное в современной деревообрабатывающей промышленности оборудование, позволяющее производить различные виды бруса (в том числе и профилированного), применяемого в стандартном домостроении. Станки данной модели используются на отечественных предприятиях и в цехах средней и высокой мощности в течение долгого времени, и за этот период они проявили себя как оборудование, отличающееся высокой функциональностью и производительностью, простотой и удобством управления и технического обслуживания, низкой энергозатратностью, а также отличным качеством выпускаемых строительных материалов и сравнительно недорогой ценой. Все эти качества обеспечивают популярность станка модели СПБ–200 среди аналогичного оборудования по производству и профилированию строительных материалов.
Станки данной модели используются на отечественных предприятиях и в цехах средней и высокой мощности в течение долгого времени, и за этот период они проявили себя как оборудование, отличающееся высокой функциональностью и производительностью, простотой и удобством управления и технического обслуживания, низкой энергозатратностью, а также отличным качеством выпускаемых строительных материалов и сравнительно недорогой ценой. Все эти качества обеспечивают популярность станка модели СПБ–200 среди аналогичного оборудования по производству и профилированию строительных материалов.НАЗНАЧЕНИЕ:
Станок для изготовления профилированного бруса модели СПБ–200 используется для строгания и профилирования заготовок, произведенных из древесины различных пород и степени влажности, шириной до 230 мм, высотой до 500 мм целью производства разнообразного высококачественного бруса, применяемого в качестве основного строительного материала при возведении срубов. Конструкция станка позволяет осуществлять высокоточное профилирование бруса, изготовленного посредством сращивания заготовок по длине и ширине.
ОСОБЕННОСТИ СТАНКА СПБ–200:
- Калиброванная направляющая станины
- Возможность обработки бревен с учетом естественного сбега древесины
- Быстрая замена рабочих инструментов
- Надежность и простота эксплуатации и обслуживания
Данный станок позволяет работать с древесиной естественной влажности и обрабатывать заготовки шириной до 260 мм, высотой до 400 мм. Он прост и удобен в эксплуатации, мобилен (доставку к рабочему месту можно осуществить с помощью автомобиля «Газель»). Энергопотребление станка составляет всего 7,5 кВт. Станок обслуживают 2 человека. Опытные образцы данного станка работают на российском рынке более 15–ти лет.
Станок для профилированного бруса СПБ-200 ТЛТ
Станок для профилирования бруса СПБ-200 предназначен для строгания и профилирования сухого бруса и бруса естественной влажности, применяемого в домостроении, из различных пород древесины, шириной до 220мм.
Состоит из основания(1) с закрепленными на нём горизонтальными направляющими, подставками под брус(2), упорами(3) и зажимами. По основанию перемещается каретка(4) с установленной на ней траверсой(11). Вертикальное перемащение траверсы осуществляется по вертикальным направляющим(5) на втулках(6) с помощью винтов(7). На траверсе(11) установлены шпиндели(10) с закреплёнными на них фрезами. Привод вращения шпинделей происходит от двигателя(8) через клиноременную передачу(9). Ось траверсы(12) закреплена в разрезных втулках(14) вертикальных направляющих. Фиксация оси траверсы(14) происходит с помощью болта(13) и ограничителя(15) в двух положениях. Настройка размера происходит поворотом винта(8). Шаг резьбы винта 4мм — 1 оборот 4мм, пол-оборота — 2мм и т.д
| Характеристика | Значение |
|---|---|
| Длина | 7м |
| Ширина | 220мм |
| Высота | 220мм |
| Количество фрезерных шпинделей | 2шт. |
| Частота вращения фрезерных шпинделей | 4500 об/мин |
| Потребляемая мощность | 7.5 кВт |
| Габариты | 9000*1400*1200 |
| Масса | 550кг. |
- Невысокая цена
- Возможность обработки сырого бруса, что не всегда получается на станках проходного типа
- Станок позволяет обрабатывать брус с деффектами геометрии, т.е. в отличии от 4-хсторонника он не повторяет кривизну, а базирует по рельсам
- Занимает мало места(7метров)
- Простота конструкции и монтажа
- Возможность использования разных видов фрез
- Быстрая окупаемость
- Высокая (4 бруса/час) производительность
видео-инструкция по монтажу своими руками, особенности четырехстороннего оборудования для производства пиломатериалов, чертежи, цена, фото
Все фото из статьиБрус пользуется большой популярностью при строительстве самых различных сооружений, причем спрос в данном виде изделий неуклонно растет с каждым годом, поэтому многие предприниматели и ремесленники задумываются о том, чтобы самостоятельно производить подобную продукцию.
Для работы необходим специальный станок для производства профилированного бруса, и если вы решили заниматься подобной деятельностью, то важно подобрать оптимальный вариант оборудования для тех или иных условий. В данном обзоре мы расскажем, на какие параметры следует обратить самое пристальное внимание.
На фото: станки для производства профилированного бруса могут иметь различную конфигурацию в зависимости от того, какие функции он должен выполнять
Что включает в себя производственный процесс
Для начала рассмотрим, какие операции включает в себя производство профилированного бруса:
| Заготовка материала | Тут все предельно просто – для работы нужна древесина, которую заготавливают специализированные лесные хозяйства. Для бруса лучше всего подходят такие породы дерева, как сосна, ель, лиственница и кедр, поэтому начинать работы следует там, где проблем с древесиной нет, так как в противном случае транспортные расходы значительно увеличат себестоимость продукции |
| Подготовка элементов | Невозможно вырезать готовое изделие из бревна, нужно разрезать кругляк на заготовки нужного размера, а для этого используются специальные установки, которые могут иметь самую различную конструкцию. Важно, чтобы подготовленные элементы были вырезаны максимально точно, без перекосов и искривлений Важно, чтобы подготовленные элементы были вырезаны максимально точно, без перекосов и искривлений |
| Сушка сырья | Для того чтобы качество продукции было на самом высшем уровне, необходимо качественно высушить заготовки. Это можно делать двумя способами – либо естественным путем (в специальных штабелях под навесами без доступа прямых солнечных лучей), либо в камере, которая обеспечивает лучшие условия просушки и позволяет сохранить оптимальные параметры элементов |
| Профилирование | На этом этапе изделиям придается нужная конфигурация, это может производиться либо за один, либо за два захода в зависимости от типа оборудования, после этого брус можно применять для постройки самых различных конструкций |
Важно!
Не обязательно иметь все вышеописанное оборудование, некоторые производители просто-напросто приобретают подготовленные и высушенные заготовки и обрабатывают их.
Профилированный брус стоит намного дороже обычного, поэтому данный вариант также выгоден и экономически целесообразен.

Сушка – сложный процесс, в котором важно соблюдение оптимальных параметров температуры и влажности воздуха
Что нужно знать об оборудовании
Если вы никогда не сталкивались с таким видом приспособлений как станки для профилированного бруса, то необходимо разобраться в их конструкции и основных рабочих параметрах, от которых зависит осень многое.
Станки для профилирования бруса могут выглядеть совершенно по-разному
Устройство станка
Независимо от модели оборудование данного типа состоит из нескольких основных составляющих:
- Силовой агрегат, чаще всего это электродвигатель, который должен иметь определенный запас мощности, чтобы обеспечивать высокую производительность. Чем надежнее этот элемент, тем больше ресурс оборудования;
- Ножевой барабан отвечает за придание элементам нужной конфигурации, в конструкциях используются различные варианты данных узлов, и самое главное требование к ним – это надежность и высокое качество обработки древесины;
Четырехсторонний станок может иметь до шести барабанов, что позволяет добиться высочайшего качества обработки
- Станина является несущим элементом, на котором держатся все остальные узлы, поэтому главное требование к данной части конструкции — это надежность и устойчивость даже к высоким нагрузкам без повреждения геометрии системы;
- Передвижной каркас позволяет менять расположение рабочих элементов, в некоторых моделях регулировки могут производиться только по вертикали, а сам узел статичен, в других именно эта часть системы движется вдоль заготовки;
- Также важна система фиксаторов и стопоров, так как без них нельзя обеспечить высокое качество обработки поверхности.


Рабочие характеристики
Тут есть несколько параметров, от которых напрямую зависит производительность оборудования и качество его работы.
Выбирая станок для изготовления профилированного бруса, следует обратить внимание на следующие нюансы:
- Ширина и толщина обрабатываемых заготовок может варьироваться в довольно широких пределах, вам нужно ориентироваться на тот диапазон, который необходим в вашем случае. Чаще всего используются варианты, в которых эти показатели составляют от 80 до 240 мм;
- Количество фрезерных головок может быть различным в зависимости от типа оборудования, бывают варианты как с двухсторонней, так и с четырехсторонней обработкой. Тут все просто: чем больше этих узлов, тем выше качество обработки;
Важно!
Еще один важный критерий – количество ножей на фрезерной головке, именно от них зависит гладкость поверхности, эти элементы должны всегда быть в идеальном состоянии.
Промышленное оборудование гораздо мощнее и производительнее, но и его цена в десятки раз выше
- Частота вращения головок также важна – чем она выше, тем более гладкой получается поверхность, следует обращать внимание на варианты с показателем не менее 4500 оборотов;
- Если вы собираетесь использовать оборудование постоянно, то лучше выбирать вариант с мощным двигателем, а еще лучше, если в конструкции их будет два. Это увеличивает энергозатраты, но заметно повышает надежность;
- Наконец, учитывайте, какое свободное пространство у вас есть, так как уместить оборудование длиной 8 метров в шестиметровое помещение не выйдет.
 Это увеличивает энергозатраты, но заметно повышает надежность;
Это увеличивает энергозатраты, но заметно повышает надежность;Некоторые умельцы собирают оборудование самостоятельно, нужно вначале сделать чертежи станка для профилирования бруса своими руками, а после приобрести все комплектующие и собрать конструкцию, а за основу лучше всего взять заводской вариант.
Самодельное оборудование при правильной сборке не уступает заводскому
Вывод
Очень важно подобрать надежное оборудование, которое будет отвечать всем вашим запросам, тогда и результат работы будет отличным, надеемся, что эта простая инструкция поможет вам в принятии правильного решения. Видео в этой статье расскажет о некоторых особенностей оборудования более подробно.
Производство и применение профилированного бруса
Брус профилированный представляет собой современный строительный материал, завоевавший немалую популярность не только в России, но и за рубежом.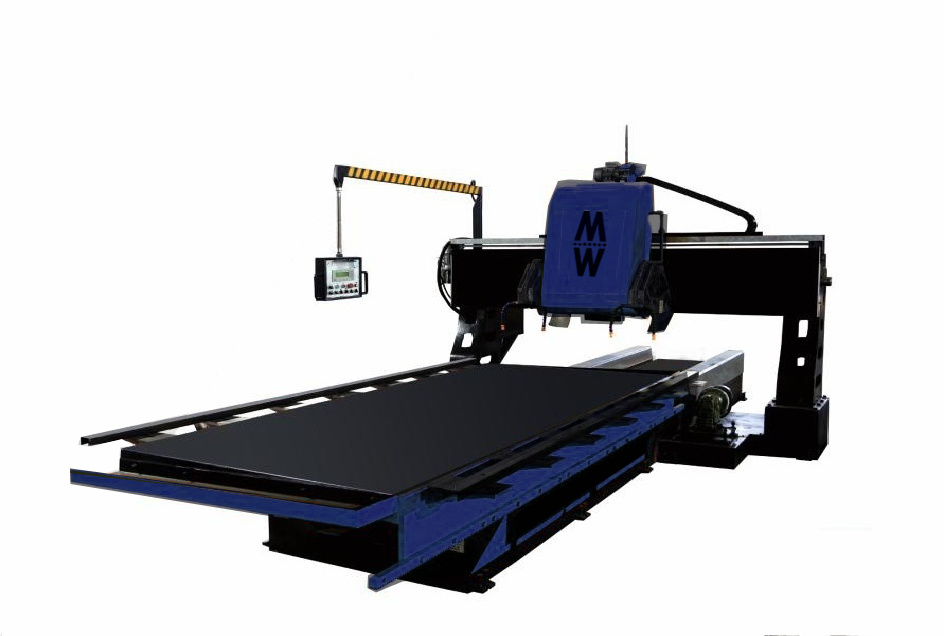 Данный материал является высокотехнологичным, его получают путем своеобразной обработки древесины. Стоит отметить, что используются при заготовке профилированного бруса преимущественно хвойные породы.
Данный материал является высокотехнологичным, его получают путем своеобразной обработки древесины. Стоит отметить, что используются при заготовке профилированного бруса преимущественно хвойные породы.
Самыми распространенными источниками сырья для современного высокотехнологичного материала выступают: кедр, ель, лиственница и сосна. Тщательно обработанный брус имеет стандартную форму: плоская или полуовальная уличная сторона и ровная строганная – внутренняя. По бокам изделия расположены тщательно подогнанные элементы крепления, представляющие собой систему из шипов и пазов. Такая уникальная форма древесных заготовок позволяет быстро и эффективно организовать процесс строительства, а также придает возведенной постройке весьма привлекательный эстетический вид. Причем, строение получается аккуратным и красивым как внешне, так и внутри.
Техология и оборудование для профилирования бруса
Профилирование бруса — ответственный и достаточно сложный процесс, от которого зависит качество получаемого строительного материала. Стоит заметить, что зависимо от предназначения, брус изготавливается с разными сечениями. Существует два современных, высокотехнологичных способа производства данного материала. Первый способ – фрезерование, второй – строгание.
Стоит заметить, что зависимо от предназначения, брус изготавливается с разными сечениями. Существует два современных, высокотехнологичных способа производства данного материала. Первый способ – фрезерование, второй – строгание.
Если применяется метод строгания, то в начале древесину подвергают распилу – для этого применяется специальная пилорамная установка, которая может быть дисковой, рамной или ленточной. Далее заготовки попадают на лафет, где, в свою очередь, также осуществляется роспуск, но уже с учетом необходимых размеров. После процесса роспуска к заготовке и применяют метод строгания. Благодаря этому методу материал получает заданные параметры относительно формы. При этом обрабатываются все четыре стороны, что и является сутью профилирования.
Станок для профилирования бруса представляет собой пилорамное устройство или фрезеровальное оборудование. Чтобы понять принцип его действия, необходимо рассмотреть один из самых популярных типов станка. Если фрезерный станок универсален, то на нем осуществляется полный цикл обработки профилированного бруса. Если используется не один станок, а целый ряд оборудования, то процесс производства несколько усложняется. Дело в том, что ряд станков должен удобным образом совмещаться, что по многим причинам не всегда возможно.
Если фрезерный станок универсален, то на нем осуществляется полный цикл обработки профилированного бруса. Если используется не один станок, а целый ряд оборудования, то процесс производства несколько усложняется. Дело в том, что ряд станков должен удобным образом совмещаться, что по многим причинам не всегда возможно.
Начинается все с распила поступающих на переработку бревен преимущественно хвойных пород. Высококачественное оборудование способно строгать лафет со всех четырех сторон. При этом неважно, какое необходимо сечение и какой длины брус применяется. Также современные модели станков способны к обработке древесины любой влажности: естественной или сухой. Дополнительным преимуществом хорошего станка для профилированного бруса является возможность обработки заготовок, полученных методом сращивания по ширине или длине.
Преимущества натурального строительного материала
Сухой профилированный брус обладает массой преимуществ по сравнению с не подсушенным древесным материалом.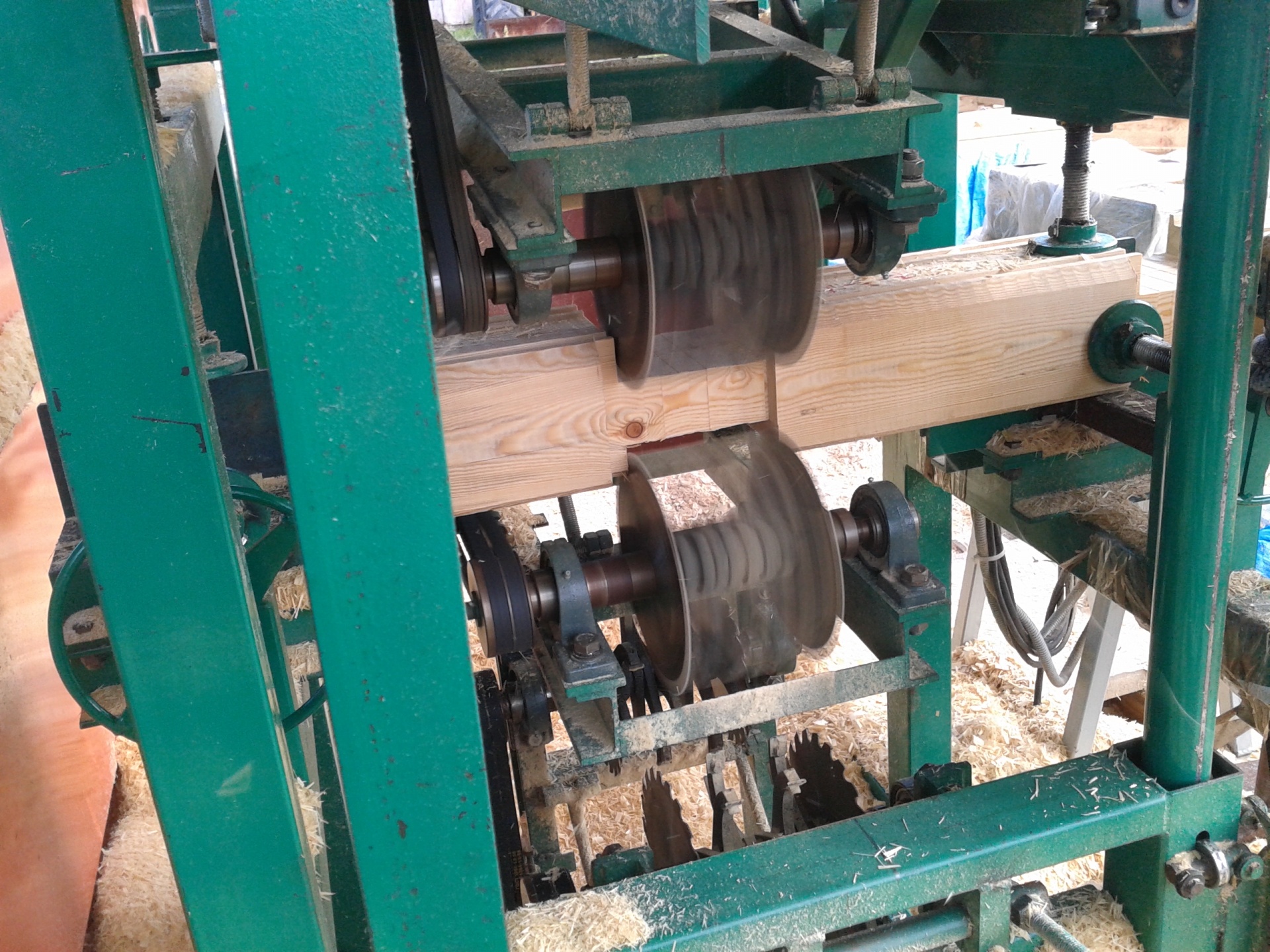 Он отличается высокими показателями теплоизоляции и весьма устойчив к такому нежелательному процессу, как растрескивание. К тому же, данный строительный материал способен выдержать широкий диапазон температурных перепадов. Профилированный брус сухой – один из самых экологичных материалов, получаемых в процессе деревообработки. Благодаря таким качествам в доме из профилированного бруса всегда поддерживается оптимальный для человека, полезный микроклимат. Особенностью сухого материала является отличный показатель усадки. Такой брус максимально эффективен экономически, так как обладает показателем усадки менее 3%.
Он отличается высокими показателями теплоизоляции и весьма устойчив к такому нежелательному процессу, как растрескивание. К тому же, данный строительный материал способен выдержать широкий диапазон температурных перепадов. Профилированный брус сухой – один из самых экологичных материалов, получаемых в процессе деревообработки. Благодаря таким качествам в доме из профилированного бруса всегда поддерживается оптимальный для человека, полезный микроклимат. Особенностью сухого материала является отличный показатель усадки. Такой брус максимально эффективен экономически, так как обладает показателем усадки менее 3%.
Сушка профилированного бруса — одна из стадий получения экономически выгодного, экологичного современного строительного материала. Когда высыхании е древесины происходит естественным путем, лицевая сторона материала может покрыться трещинами. Причем, эти трещины могут быть различных размеров: от незначительных до достаточно глубоких. Потому при производстве профилированного бруса часто применяется технология камерного сушения.
Одним из секретов данной технологии является осуществление специальных прорезей. Такие прорези снимают излишнее напряжение, возникающее в процессе сушки. Сам процесс представляет собой помещение заготовок в сушильную камеру под воздействием гнета. Время высыхания составляет две недели. После двухнедельного процесса сушки будущий профилированный брус практически не имеет трещин, чем существенно отличается от материала, высушенного естественным путем. Если же все-таки трещины и есть, то их ширина не будет превышать 2 мм, а общая подверженность растрескивания материала составит не более 15%.
Дома из профилированного бруса — отличное решение для застройки загородного участка. Современный материал позволяет значительно сократить сроки постройки дома. Кроме того, изящное деревянное строение способно поднять настроение, привнести в душу покой, помочь расслабиться и отдохнуть после суеты города. Главные преимущества дома, сделанного из профилированного бруса – это, несомненно, весьма привлекательный, уютный внешний вид и экологическая чистота постройки.
Высокотехнологичный брус легко собирается, потому выбрав именно этот строительный материал, можно в кратчайшие сроки возвести строение необходимой формы и размера. Форма учитывает исключение возможности проникновения воды, потому постройка не требует никаких дополнительных обработок для защиты от влаги. Еще одним преимуществом домов из профилированного бруса является их малый вес. Благодаря относительной легкости, постройка из экологически чистого материала не требует основательного фундамента, что еще раз сказывается на экономической стороне процесса возведения дома.
Станок для изготовления профилированного бруса СПБ–200
- Калиброванная направляющая станины
- Возможность обработки бревен с учетом естественного сбега древесины
- Быстрая замена рабочих инструментов
- Трехскоростная механическая подача (дополнительно)
- Электромеханический подъем/опускание строгального маятника с электронной линейкой(дополнительно)
- Надежность и простота эксплуатации и обслуживания
| Стоимость: | без НДС | 166840руб |
| с НДС | 186240руб |
Для профилирования и строгания с 4–х сторон лафета и бруса различной длины и сечения хвойных и лиственных пород, как сухого, так и естественной влажности.
Позволяет работать с древесиной естественной влажности и обрабатывать заготовки шириной до 230 мм, высотой до 500 мм. Он прост и удобен в эксплуатации, мобилен (доставку к рабочему месту можно осуществить с помощью автомобиля «Газель»). Энергопотребление станка составляет всего 7,5 кВт. Станок обслуживают 2 человека. Опытные образцы данного станка работают на российском рынке более 5–ти лет.
Зарекомендовал себя как станок с очень удачной конструкцией и может использоваться при изготовлении дома как частным лицом, так и серьезными домостроительными фирмами. Производительность этого станка полностью обеспечивает запросы потребителей.
Технические характеристики:
| Размеры обрабатываемого материала: | |
| — длина | 7000мм |
| — ширина | 80-260мм |
| — высота | 80-400мм |
| Диаметр вала шпинделя | 50мм |
| Количество фрезерных шпинделей | 2шт |
Max. диаметр фрезерного барабана диаметр фрезерного барабана | 230мм |
| Частота вращения фрезерных шпинделей | 4500об/мин |
| Мощность двигателя | 7,5кВт |
| Габариты ДхШхВ | 1200х1600х8550мм |
| Масса | 900кг |
Состоит из: основания(1) с закрепленными на нём горизонтальными направляющими, подставками под брус(2), упорами(3) и зажимами. По основанию перемещается каретка(4) с установленной на ней траверсой(11). Вертикальное перемащение траверсы осуществляется по вертикальным направляющим(5) на втулках(6) с помощью винтов(7). На траверсе(11) установлены шпиндели(10) с закреплёнными на них фрезами. Привод вращения шпинделей происходит от двигателя(8) через клиноременную передачу(9). Ось траверсы(12) закреплена в разрезных втулках(14) вертикальных направляющих. Фиксация оси траверсы(14) происходит с помощью болта(13) и ограничителя(15) в двух положениях. Настройка размера происходит поворотом винта(8). Шаг резьбы винта 4мм — 1 оборот 4мм, пол-оборота — 2мм и т.д
Шаг резьбы винта 4мм — 1 оборот 4мм, пол-оборота — 2мм и т.д
Конструктивные детали:
| Размерный упор | Зажим бревна |
| Пульт управления | Обе головки без барабанов |
Примеры изготавливаемого бруса:
Использование станков для профилирования бруса — expertbrusa.ru
Станок для профилирования бруса предназначен для изготовления профилированного бруса из древесины.
Профилированный брус имеет целый ряд достоинств: высокие прочностные характеристики, легкость проведения монтажных работ, отличные шумо- и теплоизоляционные свойства.
Возведение зданий и сооружений из профильного бруса сегодня является очень популярной отраслью строительства из дерева. Популярность этого строительного материала обусловлена его особыми свойствами.
Современное развитие технологий позволяет получить экологичный и прочный материал из древесины. Профилированный брус имеет целый ряд достоинств, основными среди которых являются:
- высокие прочностные характеристики;
- отличные шумо- и теплоизоляционные свойства;
- идеальная геометрическая форма;
- высокая доступность строительного материала;
- высокая скорость строительства и быстрая окупаемость;
- наличие возможности устранения дефектов на поверхности материала;
- легкость проведения монтажных работ.
Оборудование, предназначенное для профилирования древесины, имеет высокую стоимость, однако благодаря популярности такого материала оно достаточно быстро окупается.
Особенности изготовления профилированного стройматериала
Характеристика сухого профилированного бруса.
Изготовление профилированного бруса представляет собой многоэтапный производственный процесс. Для его осуществления требуется наличие специального оборудования, обеспечивающего профилирование древесины. Для производства профилированного бруса используется древесина хвойных пород, наиболее популярными являются лиственница, кедр, ель, сосна.
После сортировки и очистки древесного сырья от коры оно поступает для обработки и изготовления бруса. Для изготовления бруса можно использовать как один, так и несколько типов оборудования.
Весь процесс производства бруса можно разделить на несколько этапов. Основными этапами производства являются:
- Обработка древесины на многопильном оборудовании.
- Обработка древесины на фрезеровочном станке, при помощи которого осуществляют строгание и профилировку древесины.
- Проведение маркировки и торцовки готового профилированного бруса.
- Проведение выпиливания чашки и межвенцового соединения.
Для изготовления профилированного стройматериала на одном станке применяются фрезерные универсальные станки.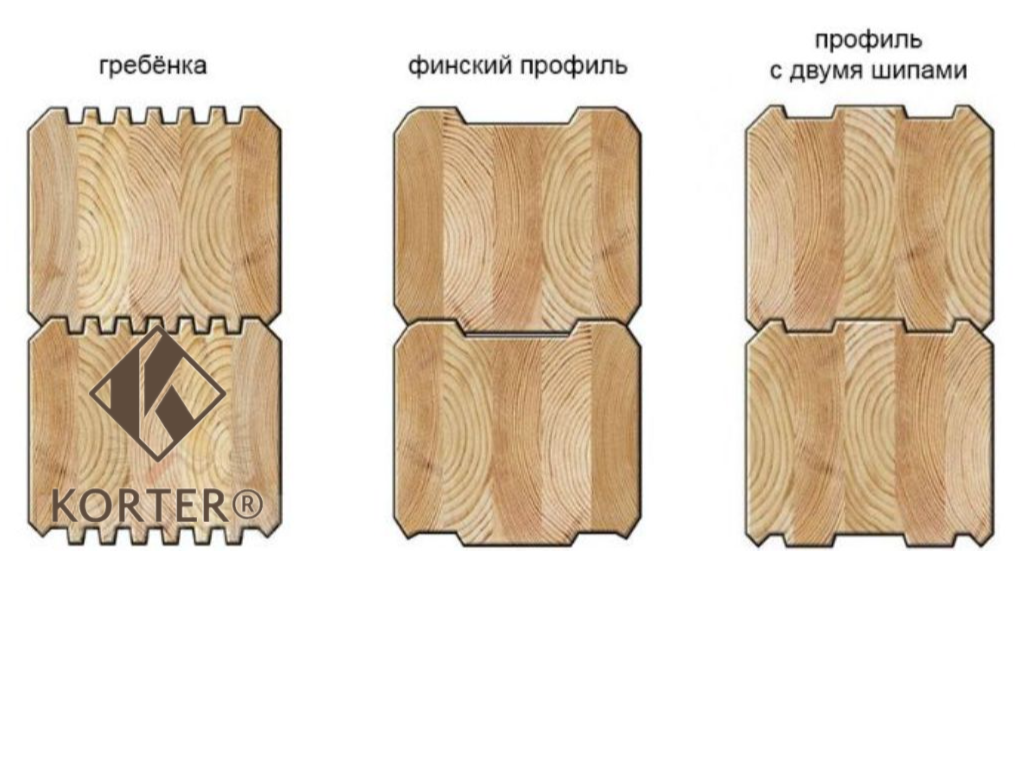 Производство профилированного бруса на этом оборудовании осуществляется в результате одной установки бревна. В процессе изготовления осуществляется смена инструментов, предназначенных для обработки древесины. Использование универсального фрезерного оборудования предполагает, что для проведения каждой производственной операции применяется специализированный инструмент. Такое оборудование носит название многопрофильного за счет того, что на нем можно выполнять большое количество операций. На качество готового продукта особое влияние оказывает качество применяемой фрезы.
Производство профилированного бруса на этом оборудовании осуществляется в результате одной установки бревна. В процессе изготовления осуществляется смена инструментов, предназначенных для обработки древесины. Использование универсального фрезерного оборудования предполагает, что для проведения каждой производственной операции применяется специализированный инструмент. Такое оборудование носит название многопрофильного за счет того, что на нем можно выполнять большое количество операций. На качество готового продукта особое влияние оказывает качество применяемой фрезы.
Пазовые ножи на этом оборудовании являются съемными и обладают различным профилем. Благодаря наличию ножей с различным профилем на стройматериале изготавливается тепловой замок разной сложности. Наиболее простым тепловым замком является однопазовый, а одним из самых сложных — замок, изготовленный в форме гребенки. Различные типы замковых соединений и разные размеры изготовляемого профилированного стройматериала позволяют использовать его при строительстве разнообразных объектов.
Разнообразие профильного оборудования
Виды бруса.Изготовление профильного стенового материала осуществляется на оборудовании проходного типа, которое, как было выше сказано, представляет собой сложный производственный комплекс.
Исходным материалом является прямоугольная заготовка древесины, которая поступает на станок для производства профилированного бруса. Ее обработка осуществляется целым комплексом фрез.
На сегодняшний день разработано большое количество оборудования для профилирования. Наиболее распространенными станками являются СПБ-4, СПБ-200, УФЧ-1 и ОС4-500.
Станки СПБ-4 позволяют выпускать профилированный стройматериал с максимальным размером 250х250 мм, а минимальный составляет 60х100 мм. Средняя производительность — около 5 м в минуту. Для обработки материала используются фрезы и барабаны с ножами. Для подачи пиломатериала в конструкцию станка предусмотрено наличие приемного и подающего столов. Для обслуживания оборудования требуется один человек.
Станок СПБ-200 позволяет в час изготавливать до 4 изделий. Это оборудование можно использовать для осуществления строгания. На нем можно обрабатывать как сухой брус, так и брус естественной влажности. На СПБ-200 выпускаются балки с поперечным сечением до 220 мм. Обработку поверхностей осуществляют последовательно. Одним из достоинств этого оборудования является его низкая стоимость.
Станок УФЧ-1 обладает особенностью, заключающейся в том, что при изготовлении на нем профилированного материала можно в производстве отказаться от применения брусовочных станков. Минимально допустимое сечение выпускаемого на оборудовании УФЧ-1 бруса составляет 100х100 мм, а максимальное — 200х200 мм.
Станок ОС4-500 дает возможность заниматься производством как ОЦБ, так и профилированного бруса. При смене шпиндельных стаканов фрез на этом станке можно осуществлять двустороннюю обработку древесной заготовки. Максимальный размер сечения выпускаемых брусов составляет 200 мм. Эта разновидность обслуживается двумя работниками.
Приспособление для изготовления мест крепления
Пример соединения профилированного бруса.Для изготовления мест крепления бруса в венцах строения используется чашкорезный станок. Места крепления носят название монтажных чаш. Выполнение этой операции требует высокой точности, так как от нее во многом зависит качество возведения постройки. Главное требование, предъявляемое к чашкорезному оборудованию, точность нарезки, при которой погрешности и допуски являются минимальными. Современные отечественные производители предлагают потребителю несколько типов такого оборудования. Наиболее распространенными станками являются МЧС-2Б, МЧС-Б и Брус-1. Последний является наиболее дешевым. Среди моделей чашкорезных станков иностранного производства наиболее известными являются QUADRO-250TS, WoodTec 4-200, QUADRO-250T, KRUSI CM-40, BL Twin, EURO BLOX 230.
Чашкорезные приспособления отличаются между собой по многим параметрам. Основными параметрами являются следующие:
- диаметр и форма режущей коронки;
- присутствие в функционале приспособления для обработки древесной заготовки под различными углами;
- максимальное сечение обрабатываемого материала;
- уровни обратной и прямой подачи материала;
- наличие или отсутствие блока числового управления;
- наличие дополнительных опций, таких как дисковые или цепные распиловочные узлы.

При осуществлении запилов чаш требуется точно рассчитывать размер запила во избежание повреждения исходного материала.
Профилирование давления: ключ к безупречной экстракции
При всем волнении, которое возникает, когда на рынке появляются новые кофемолки, предыдущий плакат для спешиэлти кофе — профилирование давления — кажется, был забыт. Однако с недавним объявлением об одной группе La Marzocco Strada и доступности для домашнего пользователя других машин (таких как Vesuvius), каждая из которых имеет профилирование давления, стоит пересмотреть эту технологию.
Кредит: Антонио Нурри
Что такое профилирование давления?Профилирование давления — это когда машина меняет давление, при котором она прокачивает воду через кофейную шайбу во время экстракции.Насосы большинства машин работают только при одном давлении — обычно 9 бар — за один раз, хотя иногда бывает нерегулируемый период в начале экстракции, когда вода находится под линейным давлением (2-4 бара), которое известно как предварительное давление. настой.
Доступны несколько типов машин для профилирования под давлением. Некоторые позволяют использовать любую комбинацию давлений во время экстракции. Другие позволяют устанавливать давление в три отдельных этапа. Другие изменяют скорость потока воды, а не давление насоса.Предполагается, что они предлагают профилирование давления, но оно ближе к профилированию потока .
Рычажные машины имеют очень простую форму профилирования с фиксированным давлением. Первоначальное опускание рычага позволяет воде под низким давлением попасть в головку группы, а затем пружина, которая возвращает рычаг в исходное положение, создавая повышающийся, а затем понижающийся профиль давления.
Кредит: @dailypressclt
Профилирующие машины с полным давлением позволяют пользователю контролировать давление в насосе во время экстракции.Возможны различные профили, от медленного подъема и спуска до противоположного. На практике, однако, преобладает определенный профиль: длительная предварительная инфузия, за которой следует подъем до полного давления, а затем профиль спада в последней трети экстракции. Большинство кофеен готовят напитки на основе эспрессо именно так.
Потрясающая кастомная группа La Marzocco Strada 2 на Лондонском фестивале кофе. Кредит: @nowavecoffee
СМОТРИ ТАКЖЕ: 5 сертифицированных бариста правил «дозвона» до кофемолки A Типовой профильПочему, когда доступно так много разных профилей, мы обычно придерживаемся одного и того же? Это зависит от трех основных этапов добычи.
1. Первый контакт
На первом этапе экстракции вода контактирует с сухой кофейной гущей. На базовой машине это происходит с большим усилием. Последствием удара по шайбе с такой силой является образование каналов, когда вода находит линию наименьшего сопротивления в кофе и вызывает неравномерное извлечение.
Кредит: Джонатан Престридж
Машина для профилирования давления может начать работу с начальной фазы низкого давления, которая длится несколько секунд, а затем значительно повысится.Это позволяет основанию набухать и становиться липким, что предотвращает образование каналов. Он ограничивает миграцию мелких частиц, которые являются неизбежным следствием бимодального распределения частиц измельчителя. Мелкие частицы вносят свой вклад в выстрел, но слишком большая их миграция замедляет поток, вызывая плохую экстракцию.
2. Повышение давления
Давление увеличивается в средней фазе, чтобы достичь выбранного максимального уровня, на котором оно сохраняется в течение нескольких секунд. Это похоже на то, что производится на машине с фиксированной предварительной инфузией, хотя нарастание на машине профилирования полного давления более постепенное, чтобы уменьшить возможность образования каналов.
3. Постепенное снижение
Заключительный этап — это постепенное снижение, ведущее к окончанию добычи. Снижение давления здесь, поскольку плотность шайбы уменьшается и отбор уже произошел. Если нарастание длительное, для обеспечения постоянной скорости потока потребуется более длительное замедление.
Этот профиль подходит для приготовления фирменных сортов кофе, так как способствует полному отжиму. Длительные стадии предварительной инфузии и нарастания позволяют использовать более мелкий помол, чем в случае с прямой машиной с 9 бар, что упрощает достижение оптимального выхода при легкой обжарке, которую трудно извлечь на традиционном оборудовании.
Прочие профилиНекоторые люди используют совершенно разные профили, один из которых — трехкратный финалист чемпионата мира бариста и действующий чемпион Великобритании по баристам Максвелл Колонна-Дэшвуд. Он проводит относительно длительную предварительную инфузию, за которой следует прямая экстракция с 6 барами в своей Sanremo Opera. Максвелл обнаружил, что более низкое среднее давление во время выстрела снижает риск образования каналов и обеспечивает отличную экстракцию при использовании его вместе с измельчителем Mahlkonig EK43 и корзинами VST на 15 г.
Красивое деревянное панно на опере Сан-Ремо в Colonna & Smalls. Кредит: Джонатан Престиж
Что дальше?Как показывает Максвелл, есть простор для экспериментов с новыми профилями. По мере развития технологий кофемолки и большего понимания экстракции эспрессо мы можем надеяться, что профили давления будут развиваться, чтобы кофе стал еще вкуснее.
Не могу насытиться прекрасной оперой Сан-Ремо.Такой невероятный дизайн. Кредит: @framework_coffee
Хотите прочитать больше подобных статей? Подпишитесь на наши новости!
Отредактировал А. Герра.
Автор фотографии: Coffeetopia (@kahvebarmeni)
Идеальный ежедневный помол.
Машина для правки профильной проволоки Wafios R из нержавеющей стали, Машина для правки профильной проволоки Wafios R из нержавеющей стали
, | ID: 22212304673Спецификация продукта
| Применение / применение | Правка прутка | ||||||
| Марка | Wafios | ||||||
| Подходит для | Нержавеющая сталь | ||||||
| Размер | Модель | Размер | Модель | Размер | по запросу | ||
| Скорость подачи | 5 — 130 м / мин | ||||||
| Отрезок в минуту | макс.276 шт. / Мин |
Описание продукта
Правильно-отрезные станки для производства выпрямленных прутков из профилированной проволокиПреимущества Роликовая правка
- Правка и резка круглой и профильной проволоки из бухты или катушки с проволокой
- Уменьшение количества остаточного материала при обработке материала из бухты или катушка с проволокой
- Высокая производительность
- Допуск по длине +/- 0.3 мм / м
- Предотвращение повреждения поверхности материала
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 1928
Юридический статус компании с ограниченной ответственностью (Ltd./Pvt.Ltd.)
Характер бизнеса Производитель
Количество сотрудников От 101 до 500 человек
Годовой оборот 25-50 крор
IndiaMART Участник с октября 2009 г.
GST07AABCM9740R2ZQ
MTI , была основана в 1928 году для предоставления иностранным производителям правильной информации о рынке их продукции в Индии.За прошедшие годы MTI сформировала сильную команду, которая занимается продажами и обслуживанием этих современных производственных решений со всего мира. MTI может похвастаться проверенным опытом работы с несколькими клиентами из частного и государственного секторов. Наши опытные сотрудники обеспечивают беспрецедентную поддержку как до продажи, так и после продажи.Вернуться к началу 1
Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Анализ принципа лущильного станка для токарной обработки профильного прутка
[1] Ма Ман-хуа, Разработка и проектирование бесцентрового шкуросъемного станка для стальных труб, J.Журнал Северо-Китайского технологического университета. 9 (1997) 63-67.
[2] ПЕСНЯ Ю-МИН, Х.Э. Хонг-сен, Проектирование и расчеты планетарной зубчатой передачи в станке для квадратной резки, J.Машиностроение и машиностроение. 4 (2001) 60-61.
[3] Ху Чан-цзюнь, Цянь Жуй-мин, Ши Лэй, Моделирование правильного многоугольника и геометрического места острия ножа на роторном режущем станке, Дж.Труды Китайского общества сельскохозяйственной техники. 12 (2009) 255-260.
[4] Юй Ши-мин, Сунь Хуэй-сян, Инь Хай-мэн, Исследование принципа непрерывной формовки правильного многоугольника и математической модели, основанной на условии ограничения прямолинейности, Дж.Станки и гидравлика. 2 (2006) 26-28.
[5] Чжао Хань, Сюй Линь-сен, У Янь-мин, Векторное моделирование движения поворотного многогранника и анализ ошибок, Дж.Труды Китайского общества сельскохозяйственной техники. 4 (2007) 154-157.
% PDF-1.7 % 86 0 объект > эндобдж xref 86 111 0000000016 00000 н. 0000003385 00000 н. 0000003552 00000 н. 0000004747 00000 н. 0000004860 00000 н. 0000004971 00000 н. 0000005390 00000 н. 0000005644 00000 п. 0000006102 00000 п. 0000007379 00000 н. 0000007491 00000 п. 0000007605 00000 н. 0000008540 00000 н. 0000009323 00000 н. 0000010111 00000 п. 0000010617 00000 п. 0000011097 00000 п. 0000011575 00000 п. 0000012331 00000 п. 0000012883 00000 п. 0000013347 00000 п. 0000013966 00000 п. 0000014500 00000 н. 0000014587 00000 п. 0000015075 00000 п. 0000015953 00000 п. 0000016435 00000 п. 0000017686 00000 п. 0000018108 00000 п. 0000018552 00000 п. 0000018977 00000 п. 0000019475 00000 п. 0000019559 00000 п. 0000020946 00000 п. 0000022614 00000 п. 0000026566 00000 п. 0000026661 00000 п. 0000026731 00000 п. 0000036030 00000 п. 0000039201 00000 п. 0000042198 00000 п. 0000042485 00000 п. 0000054983 00000 п. 0000055250 00000 п. 0000079108 00000 п. 0000083671 00000 п. 0000083949 00000 п. 0000084336 00000 п. 0000084723 00000 п. 0000085110 00000 п. 0000085497 00000 п. 0000085668 00000 п. 0000085816 00000 п. 0000086203 00000 п. 0000086589 00000 п. 0000086810 00000 п. 0000086958 00000 п. 0000087345 00000 п. 0000087732 00000 п. 0000088119 00000 п. 0000088513 00000 п. 0000088900 00000 п. 0000089096 00000 н. 0000089244 00000 п. 0000089631 00000 н. 00000
00000 п. 00000 00000 п. 00000
00000 п. 00000
00000 п. 00000 00000 п. 0000092281 00000 п. 0000092565 00000 п. 0000114440 00000 н. 0000114677 00000 н. 0000115125 00000 н. 0000120316 00000 н. 0000120355 00000 н. 0000120480 00000 н. 0000120529 00000 н. 0000120556 00000 н. 0000120941 00000 н. 0000121082 00000 н. 0000121510 00000 н. 0000121921 00000 н. 0000127999 00000 н. 0000128038 00000 н. 0000134116 00000 п. 0000134155 00000 н. 0000146601 00000 н. 0000337819 00000 п. 0000344550 00000 н. 0000344627 00000 н. 0000344970 00000 п. 0000345221 00000 н. 0000345582 00000 н. 0000345659 00000 н. 0000346005 00000 п. 0000346332 00000 н. 0000346688 00000 п. 0000346765 00000 н. 0000347119 00000 н. 0000347454 00000 п. 0000347813 00000 н. 0000347890 00000 н. 0000348238 00000 п. 0000348577 00000 н. 0000348975 00000 н. 0000351323 00000 н. 0000374301 00000 н. 0000002516 00000 н. трейлер ] / Назад 921496 >> startxref 0 %% EOF 196 0 объект > поток h ޔ SHQmͶk, փ 5 ‘эВ5Mc / j (L {8mD! (ˈUhYCB {@ = n% Is9 @ H @ dC ~ # 60} | {RfȴKzMw} z? CT: tU) {6., S8U: k «B`ArKaCIO բ # oc \ VuHt $ P & (kjdgRmҚhc 璺 snoR) [M.?N3atTK 9 ŸuE: kd xAWkjJpEj [IN`BG! * ~ BkT {SOJ7pQ; *) Q% j IFXRo1! & O $ zJ>: oc3 «5 ~» = jr`aѥNbB] pm7VxK # S8Xɇ9a04 hxlF # i = Wx6 ٓ ) u @ ʾ7B> qV0Zd! PDdP $ lV’h4? a) 2 | d’l)> ZPMGB9L? re & d {0
Slayer — Использование давления заваривания
Разве сейчас что-нибудь вызывает более сильные чувства и громкие мнения, чем простое упоминание о профилировании давления? В спешиалти кофе я так не думаю. Уже по этой причине данная тема заслуживает здесь некоторого обсуждения.Это также заслуживает обсуждения, поскольку Slayer находится на пороге представления машины, которая в полной мере использует дельты давления заваривания, под которыми я подразумеваю способность варить кофе с более чем плоским профилем давления для повышения качества кофе.
Поскольку это блог о более широких аспектах нашей индустрии, а не просто реклама Slayer, я хочу сначала поразмышлять о своих отношениях с профилированием давления варки, а затем связать это со Slayer. Итак, начнем. . .
Как узнать, что фиксированное давление насоса действительно стабильно?
Концепция профилирования давления по крайней мере так же стара, как разработка Treuh (ныне Synesso).Тогда мы говорили об этой идее в основном с двух точек зрения.
Во-первых, было захватывающе думать, что мы можем разрушить ортодоксальность девяти бар фиксированного давления, которая, казалось, существовала в основном для соответствия техническим характеристикам существующего оборудования, включая наше собственное. Мы уже отказались от «искусственно созданной посредственности» в отношении стабильности температуры заваривания, так почему бы не взяться за еще одну задачу?
И во-вторых, было приятно представить, что мы можем вывести отрасль за пределы, которые никогда не переходили, потенциально предлагая что-то новое и важное.Представьте себе такого маленького новичка, как Treuh, который внедряет такие прорывные технологии на рынок хорошо зарекомендовавших себя брендов? Если вы связаны с независимым кафе Третьей волны, вы точно знаете, о чем я говорю. Замечательно выводить бутик-кофе на новый уровень, в то время как сильные мира сего кажутся равнодушными или равнодушными.
Как ни странно, причина, по которой вообще возник вопрос о давлении в пиве, заключалась в том, что мы оказались в мастерской, где давление воды в доме было настолько высоким, что нам даже не понадобился насос, чтобы делать порции на кофемашинах эспрессо, которые мы строили. и тестирование.В этом случае мы задались вопросом, какие отклонения давления воды в помещении могут влиять на качество и стабильность наших снимков?
Мы задавались вопросом, думал ли кто-нибудь измерить точность их ротационных насосов? Неужели все просто предполагали, что их насосы обеспечивают давление в девять бар с неограниченной точностью? Это 9,0000000 и т. Д., А не, например, 9,0 +/- 1 бар. Неужели мы слишком сильно полагались на датчик за 3 доллара, чтобы сообщить нам все, что нам нужно знать о давлении в машине?
Однако на этом он остановился.События развернулись. Сделаны продажи. Промышленность приняла машину такой, какой она была. Так продолжалась жизнь. . . девять баров, девять баров, девять баров. . . заваривания с устойчивой температурой при фиксированном давлении.
Профилирование давления. . . новая «стабильность температуры заваривания»
Сейчас многие люди взяли профилирование за пределы стадии «что, если» и попробовали. Специалисты в этих вещах знают свое дело. Они знают, что нужно для управления скоростью насоса и, таким образом, регулирования давления.
Тем не менее, похоже, что некоторые экспериментаторы также натолкнулись на препятствие, пытаясь выяснить, как один насос может обеспечивать переменное давление в системе заваривания с несколькими резервуарами, когда все группы активированы одновременно. Большинство подходов к проблеме до сих пор основывается на группе насосов и двигателей. Я думаю, что это много всего, не так уж элегантно.
В то же время не все осознают, что без хорошего механизма управления профилирование давления может привнести в пивоварение компонент «удар моль», который серьезно подрывает качество, вместо того чтобы улучшать его, поскольку позволяет немедленно, неограниченно безумно, на- летучесть, изменчивость.Некоторые лагеря жаждут этой функциональности реостата. Другие беспокоятся о том, что это может означать в реальных условиях работы кафе. Тем не менее, пуристы считают любую автоматизацию, компьютеризацию и т. сила в специальном кофе, мастерство, страсть и потенциал человека.
Для сравнения рассмотрим это.IPod — действительно отличное устройство. Но это всего лишь жесткий диск с десятью тысячами музыкальных файлов без простого интерфейса и интеллектуального программного обеспечения, которое определяет, как его использовать. Память — это не прорыв. Контроль есть.
Входит Убийца. . .
Здесь история Slayer вступает в игру. Как отмечалось в предыдущих блогах, мы начали экспериментировать с кофе одного происхождения, чтобы посмотреть, сможем ли мы приготовить его на эспрессо-машине вместо того, чтобы варить его в стиле французской прессы.Наше любопытство привело нас в кроличью нору кофейных открытий и приключений.
Когда мы, наконец, перешли на другую сторону, мы поняли, что можем варить такой кофе, несмотря на то, что предыдущие опыты совершенно противоположны. И мы могли бы сварить по-настоящему удивительный специально приготовленный эспрессо, позволив себе контролировать давление, которое мы использовали для чистых сортов.
Мы хотели поделиться этим со всем миром сразу, но машина, которую мы назвали Frankenbot, не подходила для обмена.Frankenbot представлял собой дикий конгломерат вещей, которые Дэн Урвилер соединял, соединял, сваривал, паял, подпирал, наклонял и балансировал, чтобы создать технический шедевр, который, хотя и революционен в наших глазах, на первый взгляд был скорее Road Warrior или искусством установки, чем кофеваркой эспрессо.
Мы создали proto-Slayer, чтобы воплотить эти идеи. Другими словами, мы полностью изменили тот невероятный аромат и тело, которое мы получали в чашке, обратно в машину.
Как Slayer увеличивает давление заваривания
Slayer позволяет пользователю устанавливать давление нарастания независимо для каждой группы.Мы намеренно отличаем «нарастающее» давление от «предварительной инфузии», поскольку для наших самых успешных варок требуется гораздо более низкое давление, чем установлено в большинстве систем предварительной инфузии. Я обычно добивался отличных результатов при 2,5 барах. Однако Slayer можно установить на 0,5 шкалы для достижения конкретных результатов. Полная настраиваемость — отличительная черта Slayer.
Мы находим, что этот первый этап является неотъемлемой частью создания идеализированного эспрессо, о котором мы постоянно говорим. Стадия разгона Slayer — это не трехсекундное увлажнение земли.Он является частью заварочной ленты, неотъемлемой частью экстракции дроби. Мы использовали отражатель дроби на Slayer, чтобы мы могли наблюдать, как дробь развивается до оптимальной точки под корзиной, прежде чем, при желании, будет применена заварка под более высоким давлением.
Когда вы перемещаете привод заваривания Slayer во второе положение, он достигает «полного давления заваривания». В большинстве случаев мы устанавливаем это значение на 9 баров. Первоначально мы думали, что имитация более высокого давления рычажных машин может кое-что добавить. Но мы обнаружили, что это относится только к некоторым сортам кофе.
Поскольку Slayer основан на механическом клапане, когда давление заваривания возвращается в положение линейного давления, противодавление приводит к плавному падению до более низкого давления. Это снижение можно увидеть на манометре. Именно с этой целью мы установили в каждой группе высококачественные датчики Omega.
Возврат привода в положение выключения приводит к немедленному падению давления до нуля.
Если это кажется абсурдно простым, это хорошо. Устройство должно быть чрезвычайно интуитивно понятным и обеспечивать верхний и нижний предел давления, в котором можно играть.Мы обнаружили, что существует несколько конфигураций давления при заваривании, которые дают нам оптимальные результаты — для меня это число равно пяти. Я разместил здесь эскиз, который я сделал для пивоварения Slayer (рис. 1).
Рис. 1. Геометрия Slayer Brew
Как отмечалось ранее, Slayer позволяет пользователю задействовать все группы одновременно, не влияя на производительность развития выстрелов в других группах. Slayer использует подход резерва давления, поэтому насос полностью активируется, когда машина заваривает.
Пожалуй, следует отметить, что в Slayer нет таймеров. Я знаю, что неудивительно для полуавтомата, но в последнее время я видел много таких, появляющихся на машинах. Я считаю, что после того, как вы профилируете кофе своего обжарщика, вы, вероятно, сможете обойтись без таймера для выстрела. Используйте глаза, чтобы визуально соответствовать вкусовому профилю во время варки. Но это всего лишь записка моим друзьям-баристам и всего лишь мое глупое мнение.
Наконец, у Slayer есть модульная групповая конструкция. Как отмечалось на Coffeed, обновления групп Slayer будут модернизированы до существующих моделей, что является частью философии открытого исходного кода, лежащей в основе машины.
Эрик Перкундер
в Сиэтле
Патент США на регулируемый профилированный стержень для использования в качестве колонны, кронштейна, стяжки, распорки и т.п. для устройств Патент (Патент №6,471,437, выдан 29 октября 2002 г.)
Уровень техникиИзобретение относится к регулируемой профильной балке для использования в качестве колонны, стрелы, поперечины, стойки и т.п. для устройств. Профильная планка такого типа известна, например, из Каталога механики-Grundelemente & lsqb; Каталог машиностроения — Основные элементы & rsqb ;, издание 7.0, стр. 2-22 Robert Bosch GmbH, Штутгарт, Германия Профильная планка изготовлена из алюминия и, по меньшей мере, на одной боковой поверхности имеет, по меньшей мере, одну анкерную канавку с площадью поперечного сечения канавки AN. По меньшей мере, один полый канал выполнен в продольном направлении с площадью поперечного сечения AK. Материал профильного стержня имеет относительно гладкую остаточную площадь поперечного сечения AM материала. В результате профильный брус становится не очень жестким, из-за чего его нельзя правильно закрепить на фрезерном станке, так как в результате он может согнуться.Это невыгодно для точных процессов обработки. Это, в свою очередь, приводит к тому, что профильный стержень не подходит для использования в конструкциях, требующих высокой точности. Это важно, например, в машиностроении специального назначения.
По этой причине часто используются стальные трубы, которые, как правило, более жесткие при том же конструктивном размере. Но они имеют тот недостаток, что они тяжелее и их часто приходится сваривать, что требует дорогостоящего индивидуального строительства. Если поверхности прошли пескоструйную очистку, после очистки на них останутся налипшие волокна.Однако если поверхности отполированы, они ржавеют. Кроме того, после установки знаки или другие элементы установки должны часто крепиться с помощью отверстий, в результате чего стружка попадает в почти готовые машины. Отверстия для винтов часто не имеют оптимального уплотнения, что на мокрых станциях может привести к тому, что во время работы будут стекать такие среды, как бензин или дизельное топливо.
Помимо описанного выше профильного бруса на практике также используются гидравлические или пневматические цилиндры с экструдированными цилиндрами.Но они не используются дополнительно в качестве регулируемых профильных стержней для использования в качестве колонны, стрелы, поперечины, стойки и т.п. для устройств.
СУЩНОСТЬ ИЗОБРЕТЕНИЯИзменяемый монтажный профиль согласно изобретению для использования в качестве колонны, стрелы, поперечины, стойки и т.п. для устройств имеет преимущество по сравнению с предшествующим уровнем техники, заключающееся в устранении недостатков профильных стержней, известных из предшествующего уровня техники. . Профильная планка очень жесткая, но имеет относительно небольшие конструктивные размеры.Он очень прямой и, следовательно, позволяет точно выровнять компоненты относительно друг друга.
Также возможно создание универсальной линейки клетей с идеальными характеристиками для специального машиностроения, что позволяет создавать регулируемые узлы с регулируемыми параметрами, которые можно использовать повсеместно. Таким образом достигается высокая степень экономии строительных затрат. Следовательно, система строительных блоков производится с частями, которые можно комбинировать друг с другом.Профильный брус можно использовать и во влажном режиме. Требуется меньше места на столе.
Другие преимущества и выгодные модификации профильного бруса согласно изобретению вытекают из зависимых пунктов формулы изобретения и описания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙпримерный вариант осуществления изобретения показан на чертежах и будет подробно объяснен ниже.
РИС. 1 показано поперечное сечение профильного бруса
.РИС.2 — вид сбоку профильного бруса согласно фиг. 1
РИС. 3 показывает торец профильного бруса, а
РИС. 4 показано устройство
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯРИС. На фиг.1 показан изменяемый профиль 10 для использования в качестве колонны, стрелы, поперечины, стойки и т.п. для устройств в сечении, поперечном к продольному направлению. Профильная планка 10 изготовлена из алюминия и производится так называемым способом экструзии. Подходящим образом внешний контур профильного стержня 10 является по существу прямоугольным; в текущем примерном варианте осуществления он выполнен квадратным.Особенно предпочтительный размер кромки MK для профильного стержня 10 составляет 80 мм.
Вдоль двух своих противоположных боковых поверхностей 12 профильный стержень 10 имеет анкерную канавку 14, причем канавки известны сами по себе и расположены в центре боковых поверхностей 12. Анкерные канавки 14 служат опорой для скользящих блоков, молотковые гайки и т.п., чтобы обеспечить надежную фиксацию установленных компонентов. Одна или несколько анкерных канавок 14 также могут быть соответственно выполнены в большем или меньшем количестве, чем две боковые поверхности 12.Однако две противоположные анкерные канавки 14 очень полезны, поскольку их достаточно для обычных креплений. Это также оставляет более гладкие поверхности, что необходимо, например, для использования в чистых помещениях. Ширина горловины канавки составляет 8 мм, глубина канавки составляет 8,85 мм, а ширина канавки составляет 16 мм, при этом канавка скошена на дне канавки. Благодаря такому предпочтительному размеру канавки анкерная канавка 14 имеет площадь AN поперечного сечения канавки, составляющую прибл. 112 мм2; однако также возможны другие площади AN поперечного сечения канавки.Такие компоненты, как знаки, можно легко закрепить в анкерных пазах 14.
В продольном направлении профильный стержень 10 также имеет центральный круглый полый канал 16 для размещения линий электропередач, например электрических или пневматических. При необходимости также может быть предусмотрено более одного полого канала 16. Желательно, чтобы канал 16 имел диаметр 40 мм, в результате чего площадь поперечного сечения AK канала составляла прибл. 1256 мм2. Также очень удобно, если он имеет диаметр 45 мм. В целом диапазон диаметров от 30 мм до 50 мм оказался благоприятным.
Для оставшегося материала профильного стержня 10 площадь поперечного сечения AM материала составляет прибл. 4665 мм2. В профильном стержне 10 важно, чтобы, по меньшей мере, на участках отношение площади AN поперечного сечения канавки и площади поперечного сечения AK канала к площади AM поперечного сечения материала составляло от 0,1 до 0,8. Лучшее соотношение составляет от 0,2 до 0,6. Оказалось, что особенно выгодное соотношение составляет от 0,2 до 0,3, в частности от 0,25 до 0,4. Эти данные относятся к грубой необработанной профильной планке 10; то есть, когда профильный стержень 10 изготовлен.Следовательно, нынешний профильный стержень 10 как алюминиевая деталь имеет жесткость на изгиб, которая соответствует жесткости стальной трубы с размером кромки 60 мм и толщиной стенки 5 мм. Жесткость при изгибе профильного бруса 10 с размером кромки 80 мм также соответствует прибл. 90% жесткости на изгиб сплошного профильного бруса с таким же размером кромки. Благодаря этой конструкции профильный стержень 10 может использоваться особенно разнообразным, но, тем не менее, недорогим способом в машиностроении специального назначения.Профильный стержень 10 может быть закреплен на обрабатывающем станке. Тогда точная обработка может быть произведена за один зажим. Это невозможно с обычными профильными стержнями из алюминия, так как отношение площадей полых каналов к площади материала слишком велико, а значит, профильный стержень слишком непрочен.
Как видно из фиг. 2 и 3, в угловых областях 18 профильный стержень 10 имеет отверстия 20 для крепления винтов и отходят от торцевых поверхностей 25 профильного стержня 10.Расстояние отверстий 20 от центральной оси составляет прибл. 32 мм. Диаметр в текущем примерном варианте осуществления составляет 9 мм, так что винты с резьбой M8 могут проходить сквозь него.
В угловых областях 18 концевых областей 22 профильного стержня 10 имеются выемки 24, которые примыкают к отверстиям 20 и проходят под углом 45 ° по отношению к боковым поверхностям 12. Выемки 24 выполнены таким образом таким образом, чтобы отверстия 20 были доступны не только с торцевых поверхностей 25, и чтобы оставалось достаточно материала для того, чтобы фланцевые компоненты могли быть размещены напротив торцевых поверхностей 25 профильного стержня 10.В результате винты можно просто вставить в отверстия 20 и затянуть, что позволяет легко и быстро прикрепить другие компоненты. Выемки 24 предпочтительно снабжены опорными поверхностями 26 для головок винтов. Также могут быть предусмотрены заглушки для выемок 24.
Это также можно сделать вывод из фиг. 3 видно, что на торцевых поверхностях 25 профильного стержня 10 могут быть выполнены отверстия 28 для штифтов, например, диаметром 6 мм. Это позволяет очень точно выровнять профильный стержень 10 по отношению к другим компонентам, в результате чего он хорошо подходит для точных задач.Эти отверстия 28 для штифтов могут быть реализованы только благодаря благоприятному соотношению суммы площади AN поперечного сечения канавки и площади AK поперечного сечения канала к площади AM поперечного сечения оставшегося материала. В результате также можно обработать отверстия 28, а также отверстия 20, например, путем растачивания, поскольку вокруг отверстий 20, 28 присутствует достаточное количество материала. паз 29 для уплотнительного кольца может быть выполнен на торцевой поверхности 25.В результате уплотняющее действие может быть достигнуто без дополнительных компонентов, таких как фланцевая плита с уплотнением.
РИС. 4 показано устройство 30 с двумя профильными стержнями 10, 10 ‘. Первый профильный стержень 10 используется в качестве стойки для устройства 30 и прикреплен к пластине 32. Крепление в этом случае происходит с помощью четырех винтов 32, которые проходят через выемки 24 через отверстия 20 и ввинчивается в пластину 32. С помощью двух штифтов 36, которые расположены в отверстиях 28 и соответствующих отверстиях в пластине 32, устройство 30 может быть очень точно выровнено по отношению к пластине 32.
Торцевая поверхность 25 второго профильного стержня 10 ‘расположена на конце 38 профильного стержня 10, удаленном от пластины 32, напротив одной из его боковых поверхностей 12. Крепление также производится с помощью винтов 34 и штифтов 36. , при этом винты 34 проходят через выемки 24. Из-за отношения площади поперечного сечения AN канавки и площади поперечного сечения AK канала к площади AM поперечного сечения материала остается достаточно материала, так что резьбовые отверстия 40 для винтов 32 и / или отверстия 42 для штифтов 36 могут быть выполнены в этом твердом материале поперек продольного направления профильного стержня 10.Следовательно, для резьбовых отверстий 40 производится несколько непрерывных оборотов резьбы. Таким образом, винты 34 имеют очень хорошую фиксацию. Отверстия 42 являются непрерывными, в результате чего расположенные в них штифты 36 расположены в отверстиях 28 по всей своей длине.
Фланцевая пластина 44 расположена на торцевой поверхности 25 второго профильного стержня 10 ‘на расстоянии от первого профильного стержня 10. Эта фланцевая пластина прикреплена ко второму профильному стержню 10’ с помощью винтов 34 и штифтов 36, не показанных на фиг. так же, как пластина 32.Линейный модуль 50 закреплен на фланцевой пластине 44 с помощью винтов 48, проходящих через отверстия 46. Штифты 36, которые также не показаны, предусмотрены для позиционирования линейного модуля 50.
Путем соответствующего изменения отверстий 46 или рисунка отверстий фланцевой пластины 44 можно использовать другой линейный модуль, который не идентичен линейному модулю 50. Единственное, что для этого требуется, — это использовать другую фланцевую пластину. Остальные компоненты, в частности профильные стержни 10, 10 ‘, остаются прежними.Таким образом, с помощью профильного стержня 10 можно изготавливать систему строительных блоков, которая особенно хорошо подходит для машиностроения специального назначения, которое требует точной обработки.
В дополнение к использованию в качестве колонны и стрелы, подробно описанных выше, профильный стержень 10 может также использоваться в качестве поперечины или стойки между двумя компонентами модифицированного устройства 30; например Профильные стержни 10 могут быть прикреплены для этой цели к обеим торцевым поверхностям 25 профильного стержня 10 ‘. Таким образом, профильный стержень 10, 10 ‘может использоваться весьма разнообразно, поскольку любой компонент может быть стабильно прикреплен к его торцевым поверхностям 25 и к его боковым поверхностям 12 посредством отверстий 20 и 40, а также к его торцевым поверхностям. анкерные канавки 14.
Станок для резки плоского прутка 650 мм-Bangzhou Machinery
О (2-6) Станок для продольной резки плоского прутка X650 мм
Основной Технические параметры
Номер | Название параметра | UNIT 03 | |||||||||||||||||||||||||||||
1 | Управление Тип | | Управление преобразованием частоты ПЛК | ||||||||||||||||||||||||||||
2 | Применяемый материал | 243 3 | Толщина | мм | 2-6 | ||||||||||||||||||||||||||
4 | Ширина | мм | 1003902Катушка I.D | мм | Φ508 | ||||||||||||||||||||||||||
6 | Внешний диаметр змеевика | мм | ≤1600 | ≤1600 | Тонна | ≤6 | |||||||||||||||||||||||||
11 | Мощность продольно-резательного станка | | 45 кВт | ||||||||||||||||||||||||||||
| 9 | 55 кВт | ||||||||||||||||||||||||||||||
14 | Общая мощность | | 150 кВт | ||||||||||||||||||||||||||||
15 | 90 15 | 903 | 903 Материал резца 900 | 16 | Скорость линии | м / мин | ≤40 (2-6 мм) | ||||||||||||||||||||||||
17 | Количество полос (макс.) | полосы | 29; 150003 | 2,9; 3мм-10; 4мм-8; 5 мм-6; 6 мм-5 | |||||||||||||||||||||||||||
18 | Допуск по ширине | | ≤ ± 0.1 мм | ||||||||||||||||||||||||||||
19 | Направление | | Перед производством, определение клиента |
Техпроцесс
Катушка прессования справа налево: и прижимное и подающее устройство — боковая направляющая — машина для продольной резки — натяжная стойка — разматыватель
ПЛАН
Готовая продукция
P art линия
№ | Наименование | Кол-во | ||
1 | Гидравлическая тележка 9702 | 1 ед. | 3 | Устройство для сжатия и зажима и подачи | 1 Единица |
4 | Таблица переходов I | 7 9707 9701 Сторона 9701 направляющее устройство | 1 единица | |
6 | продольно-резательный станок | 1 единица | ||
7 | Таблица переходов II | 1 ед. | ||
9 | Стойка натяжная | 1 ед. | ||
11 | Гидравлическая система | 1 единица | ||
12 | Электрическая система управления | 1 единица |