Профиль пластмассовый направляющий: ПРОФИЛИ И НАПРАВЛЯЮЩИЕ | Plastmass Group
ПРОФИЛИ И НАПРАВЛЯЮЩИЕ | Plastmass Group
Перейти к содержимому [email protected]+74999517941- МАТЕРИАЛЫ
- ZEDEX ® | КОМПОЗИТЫ
- ZEDEX-100K
- МОДИФИКАЦИИ ZX-100K
- ZEDEX-230
- ZEDEX-324 | полиэфирэфиркетон
- МОДИФИКАЦИИ ZX-324
- ZEDEX-410
- ZEDEX-530
- ZEDEX-550
- ZEDEX-750
- ZEDEX-100K
- INKULEN PE | ПОЛИЭТИЛЕН
- СВМПЭ | INKULEN PE
- INKUMER EL | ПОЛИУРЕТАН
- INKUPRO PP | ПОЛИПРОПИЛЕН
- INKUPOM C | ПОЛИАЦЕТАЛЬ
- POLYPLASTICS
- DURACON POM
- DURANEX PBT
- DURAFIDE PPS
- ZEDEX ® | КОМПОЗИТЫ
- ПРОДУКЦИЯ
- ГРАНУЛЯТ И ПОРОШОК
- ПРУТКИ
- ТРУБЫ
- ЛИСТЫ
- ФИЛАМЕНТ
- ПРОФИЛИ И НАПРАВЛЯЮЩИЕ
- ИЗГОТОВЛЕНИЕ ЗАПЧАСТЕЙ
- ГОТОВЫЕ ДЕТАЛИ ZEDEX
- ГОТОВЫЕ РЕШЕНИЯ
- ФУТЕРОВКА И ОБЛИЦОВКА
- ФУТЕРОВКА САМОСВАЛА
- ОТБОЙНЫЕ УСТРОЙСТВА
- БАРЬЕРНЫЕ ОГРАЖДЕНИЯ
- ТЕПЛОЭЛЕКТРОНАГРЕВАТЕЛЬ
- СИНТЕТИЧЕСКИЙ ЛЕД
- ПРИМЕНЕНИЕ
- АТОМНАЯ ПРОМЫШЛЕННОСТЬ
- МЕДИЦИНА
- СТРОИТЕЛЬСТВО
- ЭЛЕКТРОНИКА
- ПИЩЕВАЯ ПРОМЫШЛЕННОСТЬ
- МОЛОЧНАЯ ПРОМЫШЛЕННОСТЬ
- КОНДИТЕРСКАЯ И ХЛЕБОПЕКАРНАЯ ПРОМЫШЛЕННОСТЬ
- РОЗЛИВ И ПРОИЗВОДСТВО НАПИТКОВ
- РЫБНАЯ ПРОМЫШЛЕННОСТЬ
- МЯСНАЯ ПРОМЫШЛЕННОСТЬ
- ПЕРЕРАБОТКА ФРУКТОВ, ОВОЩЕЙ, ЯГОД И ГРИБОВ
- СЕЛЬСКОХОЗЯЙСТВЕННАЯ ТЕХНИКА
- МЕТАЛЛООБРАБОТКА
- МЕБЕЛЬПРОМ
- ГОРНОДОБЫВАЮЩАЯ
- НЕФТЕГАЗ
- СУДОСТРОЕНИЕ
- ДЕРЕВООБРАБОТКА
- О КОМПАНИИ
- ОБРАБОТКА КОМПОЗИТОВ
- КОНТРОЛЬ КАЧЕСТВА
- ТЕХНОЛОГИИ И ИННОВАЦИИ
- РАСЧЕТ И ПРОЕКТИРОВАНИЕ
- ЛОГИСТИКА
- СОТРУДНИЧЕСТВО
- РАБОТА И КАРЬЕРА
стартовый пластиковый элемент, как крепить направляющие, соединительные и стыковочные материалы, F-образные варианты
Отделка стен является обязательным этапом любого строительства. Основные требования, предъявляемые к отделочному материалу, – это долговечность и практичность. Именно такими качествами обладают ПВХ панели.
Основные требования, предъявляемые к отделочному материалу, – это долговечность и практичность. Именно такими качествами обладают ПВХ панели.
Эксплуатировать данные изделия можно как снаружи, так и внутри зданий. Но чтобы они служили долго и надежно, следует правильно их смонтировать. Поэтому для таких целей используют специальный вспомогательный профиль. Он позволяет надежно закрепить полотна, независимо от их направления и места фиксации.
Особенности
 Дополняется такая конструкция специальным монтажным профилем. Внешне эти изделия выглядят по-разному, что зависит от предназначения конструкции.
Дополняется такая конструкция специальным монтажным профилем. Внешне эти изделия выглядят по-разному, что зависит от предназначения конструкции.С помощью такого профиля решают сразу несколько основных задач.
- Придание дополнительной прочности конструкции. Это важно, если системы монтируются снаружи дома. Правильно закрытые щели будут предотвращать попадание большого количества влаги, а также минимизируют риск воздействия ветра на сами панели.
- Создание декоративного эффекта. Стыки панелей невозможно притереть идеально ровно, что приводит к образованию щелей. Поэтому профиль помогает скрывать эти недочеты, создавая уникальную внешнюю архитектуру конструкции.
Профиль для ПВХ панелей изготавливают из различных материалов.
- Пластик. Этот вид изделий встречается довольно часто. Отличается долговечностью и простотой монтажа. Следует также выделить невысокую стоимость продукции, что и привело к такому широкому ее распространению. Практически всегда этот профиль используют для внутренних работ. Пластик легко красится, что позволяет придать ему различные оттенки. Но самым распространенным цветом считается белый.
- Металл. Металлический профиль встречается намного реже. Материал отличается долговечностью и уникальным дизайном. Алюминиевые или стальные конструкции легко противостоят внешним климатическим воздействиям. Но с пластиковыми панелями его используют только для создания прочных или дизайнерских поверхностей.
Некоторые производители могут придавать профилю цвет, согласно заказу клиента. Таким образом, можно легко дополнить этими строительными конструкциями основной дизайн помещения или фасада.
Виды
Профиль является одним из основных элементов для монтажа пластиковых панелей. Его применение позволяет быстро и качественно выровнять все элементы в нужной вам плоскости. Но поверхность стен или потолка не всегда является идеально ровной.
Его применение позволяет быстро и качественно выровнять все элементы в нужной вам плоскости. Но поверхность стен или потолка не всегда является идеально ровной.Поэтому для организации таких систем сегодня используют несколько видов профилей.
- П-образный. Еще эти конструкции называют стартовыми. Они устанавливаются перед началом монтажных работ на каждой стене. Изделия предназначаются для закрытия торцов панелей. Зачастую их крепят по периметру дверных проемов или оконных рам. Размер этих изделий может варьироваться в широком диапазоне (10 мм, 12 мм и т. д. ).
- F-образный.
- Н-образный.
 Профиль такого типа отличается наличием двух внутренних пазов с противоположных сторон. Он является соединительным и используется в случае, когда нужно одну ламель дополнить другой. Такое встречается, когда длины панели не хватает для полного покрытия стены дома. Стыковочные профили являются самыми универсальными и часто востребованными.
Профиль такого типа отличается наличием двух внутренних пазов с противоположных сторон. Он является соединительным и используется в случае, когда нужно одну ламель дополнить другой. Такое встречается, когда длины панели не хватает для полного покрытия стены дома. Стыковочные профили являются самыми универсальными и часто востребованными. - Углы. Эти элементы устанавливают в местах стыков двух панелей. Стыковочные углы бывают нескольких видов: внешними, внутренними, декоративными и универсальными. Форма этого профиля бывает абсолютно разной. Некоторые изделия оснащены несколькими пазами, что позволяет использовать их в разных типах углов.
 Профиль такого типа отличается наличием двух внутренних пазов с противоположных сторон. Он является соединительным и используется в случае, когда нужно одну ламель дополнить другой. Такое встречается, когда длины панели не хватает для полного покрытия стены дома. Стыковочные профили являются самыми универсальными и часто востребованными.
Профиль такого типа отличается наличием двух внутренних пазов с противоположных сторон. Он является соединительным и используется в случае, когда нужно одну ламель дополнить другой. Такое встречается, когда длины панели не хватает для полного покрытия стены дома. Стыковочные профили являются самыми универсальными и часто востребованными.Размеры угла могут варьироваться от 10х10 мм до 50х50 мм. Особое внимание следует уделить универсальным изделиям. Чтобы использовать их в определенной плоскости, нужно просто согнуть конструкцию в нужном вам направлении. Но при этом невозможно применять их многоразово для решения различных задач.
Особое внимание следует уделить универсальным изделиям. Чтобы использовать их в определенной плоскости, нужно просто согнуть конструкцию в нужном вам направлении. Но при этом невозможно применять их многоразово для решения различных задач.
Все углы также оснащаются специальными пазами, куда можно помещать панели на определенную глубину. С помощью таких конструкций можно получить идеально ровную вертикальную поверхность без перекосов.
- Плинтусы. Они не являются классическими профилями. Используют их для закрытия стыков между панелями возле пола. Это позволяет создавать плавный переход, одновременно декорируя поверхность. Изготавливают их в большинстве случаев из пластика. На рынке представлено множество модификаций, отличающихся дизайном и практичностью.
- Рейки. Конструкции применяются для создания опорных элементов. Могут дополняться различными системами крепления. Используются не так часто, так как не являются обязательными элементами.
 На рынке представлено множество модификаций, отличающихся дизайном и практичностью.
На рынке представлено множество модификаций, отличающихся дизайном и практичностью.Все виды профилей могут быть пластиковыми или металлическими. В большинстве случаев используют алюминий, но бывают и другие виды изделий. Это позволяет подбирать элементы, в соответствии с вашим дизайном.
Как правильно подобрать?
Профиль для панелей ПВХ используется довольно часто. Сегодня на рынке представлено множество модификаций таких изделий, но все они предназначаются для решения единственной задачи.
При покупке этого продукта следует учитывать несколько факторов.
- Вид профиля. Здесь важно учитывать только место, где будет использоваться данное изделие. Если нужно облицевать лишь часть поверхности без углов и проемов, тогда вам нужны только стартовые элементы, которые будут располагаться по периметру. Иногда понадобятся и декоративные накладки.
- Дизайн. Особое внимание следует обращать на цвет материала. Сегодня многие компании выпускают белый профиль, который подходит под различные стили интерьеров. Но если вам нужны цветные изделия, тогда их можно найти в различных специализированных магазинах или приобрести под заказ.
- Материал. Особого выбора здесь производители не предлагают. В большинстве случаев нужно выбрать между металлом или пластиком. При этом важно проанализировать только качество самого продукта. Если вы планируете использовать пластиковый профиль на улице, то нужно отдавать предпочтение такому, который способен выдерживать морозы без потери своих прочностных характеристик.
- Технические параметры. Особое внимание здесь обращают только на ширину паза, куда будет входить пластиковая панель. Не следует использовать слишком узкий профиль, так как со временем он может прийти в непригодность. Ширина же паза практически всегда является стандартной, так как все панели выпускаются под один типоразмер.
 Особого выбора здесь производители не предлагают. В большинстве случаев нужно выбрать между металлом или пластиком. При этом важно проанализировать только качество самого продукта. Если вы планируете использовать пластиковый профиль на улице, то нужно отдавать предпочтение такому, который способен выдерживать морозы без потери своих прочностных характеристик.
Особого выбора здесь производители не предлагают. В большинстве случаев нужно выбрать между металлом или пластиком. При этом важно проанализировать только качество самого продукта. Если вы планируете использовать пластиковый профиль на улице, то нужно отдавать предпочтение такому, который способен выдерживать морозы без потери своих прочностных характеристик.Если вы приобрели нестандартные модификации планок, то нужно обязательно проверить, подойдет ли профиль для них.
Установка
Монтаж профиля для ПВХ панелей не является сложной задачей. С ней сможет справиться практически любой. Перед тем как крепить направляющие, следует выполнить несколько подготовительных этапов.
С ней сможет справиться практически любой. Перед тем как крепить направляющие, следует выполнить несколько подготовительных этапов.
- Выравнивание поверхности. Изначально стены или потолок анализируют на наличие повреждений. Если поверхности имеют большие трещины или перепады, желательно их устранить с помощью специальных смесей. Это важно, если панели в будущем планируют крепить непосредственно поверх стены без дополнительных каркасов.
- Строительство обрешетки. Для пластиковых панелей подойдет даже деревянный каркас, который легко выдержит вес этих изделий. Но можно сконструировать его и из специальных металлических конструкций.
Алгоритм крепления профилей состоит из нескольких последовательных шагов.
- Монтаж стартовых элементов. Располагаются они по периметру отделочной поверхности (потолок, стена). Здесь важно разместить противоположные конструкции в таком положении, чтобы они находились в одной плоскости. Если этого не сделать, тогда может возникнуть перекос, что повлияет на сами панели и их декоративный вид. Крепление стартовых профилей осуществляется с помощью скоб или специальных саморезов. Здесь важно правильно выставить их в горизонтали и вертикали. От этого зависит монтаж панелей в будущем.
- Установка угловых элементов. В данном случае используют как внутренние, так и внешние элементы. В большинстве случаев они могут выступать в качестве стартовых. Закрепить их можно по тому же принципу, что и предыдущий тип.
- Крепление внутренних промежуточных профилей. Системы такого типа устанавливают на слишком длинных стенах, где невозможно подобрать панель нужного размера.
Пластиковые панели могут расширяться или сужаться при перепаде температур. Поэтому нужно, чтобы при установке в профиль, между стенкой и материалом оставался небольшой зазор. Его желательно учитывать при проектировании всей системы. Перед креплением всех профилей, желательно выбрать направление укладки листов.
Поэтому нужно, чтобы при установке в профиль, между стенкой и материалом оставался небольшой зазор. Его желательно учитывать при проектировании всей системы. Перед креплением всех профилей, желательно выбрать направление укладки листов.
Во время проведения монтажных работ нужно тщательно осуществлять замеры, чтобы не получить ошибок. Особенно важно это для направляющего и промежуточного профиля. Если вам нужно вдоль стены смонтировать несколько опорных линий с такими конструкциями, тогда лучше делать это последовательно. Сделать это сразу сможет не каждый опытный специалист.
Обратите внимание, что крепить профиль можно не только с помощью скоб, но и приклеивать его к основанию. Особенно часто такое практикуется с пластиковыми элементами, которые легко фиксируются различными полимерными составами.
Когда каркас из профиля сформирован, можно приступать к установке и креплению панелей. Технология монтажа подбирается индивидуально и зависит только от внешних условий. В большинстве случаев нужно просто вставить торец изделия в паз профиля. После этого панель выравнивается и прибивается или приклеивается к каркасу.
Технология монтажа подбирается индивидуально и зависит только от внешних условий. В большинстве случаев нужно просто вставить торец изделия в паз профиля. После этого панель выравнивается и прибивается или приклеивается к каркасу.
Профиль для ПВХ панелей – это универсальные изделия, позволяющие не только ускорить монтаж, но и продлить срок эксплуатации всей системы. Очень важно подобрать их для определенной конструкции, крепящейся на потолок или стены. К тому же, чтобы получить долговечную и прочную поверхность, желательно все монтажные работы доверять опытным и проверенным специалистам.
О том, как монтировать панели ПВХ на потолок и стены, смотрите в следующем видео.
 youtube.com/embed/hHcfiTT1THQ?modestbranding=1&iv_load_policy=3&rel=0″/>
youtube.com/embed/hHcfiTT1THQ?modestbranding=1&iv_load_policy=3&rel=0″/>
Профиль V направляющий врезной (пластик)
Перейти к основному содержанию- главная
- каталог
- прайс
- новости
- полезная информация
- о компании
- контакты
- Вытяжки ELIKOR
- Техника
- Смесители FRANKE
- МОЙКИ FRANKE Нержавеющая сталь
- Мойки FRANKE / eurodomo
- Духовые шкафы FRANKE
- Вытяжки FRANKE / FABER
- Варочные поверхности FRANKE
- Фасадные профиля
- Столешницы и фасады
- Фурнитура для столешниц, цоколь
- Фотопечать
- Стеновые панели
- Albico
- ASstudio
- MasterGloss
- Столы
- Фасады
- Стеновые панели
- Союз
- Декоры СТОЛЕШНИЦ И МЕБЕЛЬНЫХ ЩИТОВ
- Мебельные фасады
- TRENDLINE
- Постформинг
- Софтформинг
- Глянцевые «Премиум»
- Глянцевые «Медиум»
- Мебельные профили
- Скиф
- Декоры СТОЛЕШНИЦ И МЕБЕЛЬНЫХ ЩИТОВ
- Фасады мебельные «Софтформинг»
- Матрацы и каркасы
- «Корона»
- «Конкорд»
- Каркасы кроватей
- Ламели, держатели
- Мойки кухонные
- Кварцевые мойки Florentina
- Мойки врезные
- COMBI
- Мойки под столешницу
- Искусственный мрамор Ulgran
- Искусственный мрамор Dr. Gans
- Смесители
- Мойки кухонные металлические
- Кварцевые мойки Florentina
- Светотехника
- Клей
- Jowat
- Moment
- Система Joker D-25
- Кромочный материал
- Кант ПВХ
- г. Ижевск
- Кромка меламиновая Grajewo с клеем
- Кромка ПВХ/ABS
- Dollken
- GP- Plast
- Норман МКТ
- URALPLIT
- Raukantex/Rehau
- Кант ПВХ
- Плиты древесные
- Декоры ЛДСП
- ХДФ
- ДСП
- ДВП
- МДФ
- Фанера
- ОСБ (OSB)
- Системы раздвижных дверей
- Modus (10 мм.)
- Felice (10мм)
- Рамир (10 мм.)
- Фурнитура для шкафов-купе
- Альянс (16 мм.)
- МРД
- Aristo (10 мм.)
- Наполнение шкафов
 Gans
GansКак остановить коробление профиля: технология пластмасс
Как остановить коробление профиля
Быстрее! Каждая компания хочет работать быстрее, чтобы выпускать больше продукции на той же производственной линии и с тем же трудом. Компании, занимающиеся экструзией пластиковых профилей, не исключение. Легко ускорить экструдер, чтобы набрать больше фунтов, или даже купить экструдер большего размера, чтобы получить больше продукции. Однако при экструзии пластиковых профилей производительность обычно контролируется охлаждением профиля и способностью удерживать деталь в правильной форме во время охлаждения.Достаточно сложно охладить простые формы, такие как круглые трубы и трубки, быстрее, но сложность возрастает с увеличением сложности профиля. Оконные профили и другие сложные детали очень трудно охладить равномерно, и если детали не охлаждают равномерно, то результатом является коробление и изгиб.
Компании, занимающиеся экструзией пластиковых профилей, не исключение. Легко ускорить экструдер, чтобы набрать больше фунтов, или даже купить экструдер большего размера, чтобы получить больше продукции. Однако при экструзии пластиковых профилей производительность обычно контролируется охлаждением профиля и способностью удерживать деталь в правильной форме во время охлаждения.Достаточно сложно охладить простые формы, такие как круглые трубы и трубки, быстрее, но сложность возрастает с увеличением сложности профиля. Оконные профили и другие сложные детали очень трудно охладить равномерно, и если детали не охлаждают равномерно, то результатом является коробление и изгиб.
Как и большинство материалов, пластмассы сжимаются при понижении температуры пластика, но обычно они сжимаются намного сильнее, чем другие материалы. Пластмассы сжимаются с одной скоростью, когда они находятся в твердом (замороженном) состоянии, но они сжимаются гораздо больше, когда они все еще мягкие или в расплавленном состоянии. Проблема экструдера для профилей заключается в том, чтобы контролировать эту усадку при охлаждении горячего пластика, выходящего из экструдера, до комнатной температуры. Возьмем простейший пример плоского листа, у которого одна сторона остывает быстрее, чем другая. В мягком состоянии обе стороны сжимаются с одинаковой скоростью. Даже если одна сторона охлаждается быстрее и быстрее сжимается, другая сторона все равно остается достаточно гибкой, чтобы идти вместе с другой сжимающейся стороной. Однако, как только одна сторона остывает до температуры кристаллов или температуры стеклования, происходят две вещи.Во-первых, этот материал становится жестким и перестает быть достаточно гибким, чтобы двигаться по другой стороне, и скорость усадки значительно снижается. Это как если бы жесткая сторона больше не сжималась, а другая податливая сторона продолжает сжиматься. Следовательно, по мере того как гибкая сторона продолжает сжиматься, она растягивает жесткую сторону и вызывает изгиб в направлении той стороны, которая остыла последней.
Проблема экструдера для профилей заключается в том, чтобы контролировать эту усадку при охлаждении горячего пластика, выходящего из экструдера, до комнатной температуры. Возьмем простейший пример плоского листа, у которого одна сторона остывает быстрее, чем другая. В мягком состоянии обе стороны сжимаются с одинаковой скоростью. Даже если одна сторона охлаждается быстрее и быстрее сжимается, другая сторона все равно остается достаточно гибкой, чтобы идти вместе с другой сжимающейся стороной. Однако, как только одна сторона остывает до температуры кристаллов или температуры стеклования, происходят две вещи.Во-первых, этот материал становится жестким и перестает быть достаточно гибким, чтобы двигаться по другой стороне, и скорость усадки значительно снижается. Это как если бы жесткая сторона больше не сжималась, а другая податливая сторона продолжает сжиматься. Следовательно, по мере того как гибкая сторона продолжает сжиматься, она растягивает жесткую сторону и вызывает изгиб в направлении той стороны, которая остыла последней. В этом примере и в других простых профилях деталь будет изгибаться в направлении материала, который охладился последним.В более сложных профилях детали могут скручиваться, деформироваться или деформироваться в зависимости от того, какие секции детали охлаждаются в последнюю очередь. Мы поговорим об этом позже.
В этом примере и в других простых профилях деталь будет изгибаться в направлении материала, который охладился последним.В более сложных профилях детали могут скручиваться, деформироваться или деформироваться в зависимости от того, какие секции детали охлаждаются в последнюю очередь. Мы поговорим об этом позже.
В дополнение к этой проблеме, пластмассы являются хорошими теплоизоляционными материалами, а это означает, что они не очень быстро передают тепло. Это означает, что в первую очередь сложно отвести все тепло от детали, не говоря уже о том, чтобы делать это равномерно. Теплопроводность — это мера того, насколько быстро материалы передают тепло.Сталь имеет теплопроводность 43, в то время как у алюминия более высокая теплопроводность составляет 250, а большинство пластиков имеют значения от 0,1 до 0,3.
ВИДЫ ОХЛАЖДЕНИЯ ВОЗДУХА
Принимая во внимание эти проблемы с охлаждающими профилями, неудивительно, что исторически экструдеры для профилей часто использовали воздух для охлаждения деталей.
Воздушные стойки представляют собой простые столы или рамы с пластинами / направляющими и приспособлениями, которые удерживают форму детали, когда она медленно перемещается по столу.Вентиляторы обычно используются для улучшения общего охлаждения, а форсунки сжатого воздуха добавляются там, где требуется дополнительное охлаждение. Металлические пальцы, проволока и зажимные приспособления, прикрепленные к столу с помощью зажимов или тисков, используются для придания формы детали, поскольку она очень медленно остывает.
Air очень неэффективен, то есть МЕДЛЕННО, что в данном случае хорошо, потому что медленное дает оператору время на корректировку и получение нужной детали без деформации или других искажений. Для сложных профилей или деталей с разной толщиной стенок на разных участках детали может потребоваться индивидуальное охлаждение.Оператор может направить дополнительное охлаждение туда, где ему нужно, с помощью сопел сжатого воздуха или замедлить охлаждение в других областях, изолировав часть, чтобы предотвратить слишком быстрое охлаждение. Поскольку более толстые секции охлаждаются медленнее, чем тонкие, необходимо предпринять определенные действия, чтобы избежать деформации. Оператору необходимо будет направить значительно большее охлаждение на более толстые секции, чтобы заставить их остыть до той же температуры одновременно с более тонкими секциями того же профиля. Аналогично, внутри U-образного канала или просто внутренний угол будет охлаждаться медленнее, чем внешний угол, и потребует более направленного охлаждения.Производительность ограничена 100–250 фунтами в час. используя воздух, потому что он такой медленный.
Поскольку более толстые секции охлаждаются медленнее, чем тонкие, необходимо предпринять определенные действия, чтобы избежать деформации. Оператору необходимо будет направить значительно большее охлаждение на более толстые секции, чтобы заставить их остыть до той же температуры одновременно с более тонкими секциями того же профиля. Аналогично, внутри U-образного канала или просто внутренний угол будет охлаждаться медленнее, чем внешний угол, и потребует более направленного охлаждения.Производительность ограничена 100–250 фунтами в час. используя воздух, потому что он такой медленный.
Даже сегодня некоторые могут использовать воздушное охлаждение, когда:
- Профили очень сложные
- Использование материалов с очень разной теплопроводностью
- Объем производства не оправдывает более дорогую оснастку
ПОДВОДНОЕ ВОДЯНОЕ ОХЛАЖДЕНИЕ
Если требуется более высокая производительность, используется охлаждение водой. Есть много способов пропустить деталь через воду в зависимости от многих переменных.
Есть много способов пропустить деталь через воду в зависимости от многих переменных.
Погружные цистерны
Для очень простых форм деталь может быть выдавлена поверх длинного резервуара для воды и опущена под воду роликами или калибровочными пластинами. Это можно использовать только для деталей, где не имеет значения, что нижняя часть детали сначала ударяется о воду (и сначала охлаждается), а верхняя часть опускается в воду мгновением позже.
Вакуумные цистерны
Экструзия больших или сложных форм прямо в резервуар для воды — отличная идея, которая сталкивается с простой проблемой вытягивания воды из резервуара под действием силы тяжести через отверстие, через которое деталь должна пройти в резервуар.Даже небольшие зазоры между сторонами детали и сторонами входной пластины позволят воде вытекать. Эта проблема обычно решается путем применения вакуума ко всей внутренней части резервуара, чтобы удерживать воду. Конечно, для этого требуется специальный резервуар, который достаточно прочен, чтобы не разрушаться от разницы сил вакуума внутри и давления воздуха на вне резервуара.
Конечно, для этого требуется специальный резервуар, который достаточно прочен, чтобы не разрушаться от разницы сил вакуума внутри и давления воздуха на вне резервуара.
Прочие опции
Другой вариант — сделать небольшую вакуумную гильзу вокруг входа, чтобы отсасывать воду, которая пытается течь через зазор между деталью и входной пластиной.Совсем недавно профильные экструдеры будут размещать сухой калибратор вакуума перед резервуаром для воды, чтобы добиться того же. Этот калибратор вакуума может иметь длину от 3 дюймов для менее важных профилей или до 10 футов для деталей, которые должны быть закалены до очень точных размеров перед помещением в резервуар для воды для большего охлаждения. Калибровка сухого вакуума не так эффективна, как водяное охлаждение, но это цена, которую необходимо платить, когда требуется более жесткий контроль размеров.
Выбор температуры воды
Совершенно очевидно, что вакуумные баки полностью закрыты. Даже с открытым резервуаром для воды очень трудно, если не невозможно, попасть в резервуар, чтобы поместить пальцы и приспособления, чтобы придать форму, как это делается на воздушной стойке. Также трудно направить охлаждающую воду или изолировать части детали от охлаждения. Однако можно снизить эффективность охлаждения (т.е. замедлить его), чтобы имитировать более равномерное охлаждение, возможное с воздушной стойкой, путем нагрева воды. Это часто делается с деталями, которые имеют сильную тенденцию к деформации, особенно с конструкционными материалами с более высокими температурами.В этом случае требуется термостат, чтобы поддерживать заданное значение температуры воды. Чем выше температура воды, тем медленнее охлаждение и, следовательно, тем легче добиться равномерного охлаждения. Вода с контролируемой температурой от 80 ° F до 130 ° F часто используется в начальном резервуаре, пока более холодная вода не может быть использована для завершения охлаждения. Конечно, стремясь к скорости, чем холоднее вода, тем быстрее охлаждение, поэтому большинство профильных экструдеров будут использовать охлажденную воду с температурой от 50 ° F до 55 ° F, когда это возможно.
Даже с открытым резервуаром для воды очень трудно, если не невозможно, попасть в резервуар, чтобы поместить пальцы и приспособления, чтобы придать форму, как это делается на воздушной стойке. Также трудно направить охлаждающую воду или изолировать части детали от охлаждения. Однако можно снизить эффективность охлаждения (т.е. замедлить его), чтобы имитировать более равномерное охлаждение, возможное с воздушной стойкой, путем нагрева воды. Это часто делается с деталями, которые имеют сильную тенденцию к деформации, особенно с конструкционными материалами с более высокими температурами.В этом случае требуется термостат, чтобы поддерживать заданное значение температуры воды. Чем выше температура воды, тем медленнее охлаждение и, следовательно, тем легче добиться равномерного охлаждения. Вода с контролируемой температурой от 80 ° F до 130 ° F часто используется в начальном резервуаре, пока более холодная вода не может быть использована для завершения охлаждения. Конечно, стремясь к скорости, чем холоднее вода, тем быстрее охлаждение, поэтому большинство профильных экструдеров будут использовать охлажденную воду с температурой от 50 ° F до 55 ° F, когда это возможно.
Характеристики расхода воды
Несмотря на то, что погружение всего профиля в воду обеспечивает более быстрое и эффективное охлаждение, это может быть не лучшим методом охлаждения. Если вода не перемешивается, чтобы создать турбулентный поток вокруг детали, слой воды рядом с деталью будет нагреваться, а горячая вода рядом с деталью замедлит охлаждение. То же самое может происходить с простыми формами, такими как круглые трубы или трубки, вызывая неравномерное охлаждение и изгиб.Все мы знаем, что тепло поднимается и нагретая вода — не исключение. Это отлично подходит для воды рядом с вертикальными поверхностями детали, проходящей через воду. Вода нагревается деталью, и эта нагретая вода будет подниматься вдоль детали, втягивая за собой холодную воду, для дальнейшего охлаждения детали с непрерывным обновлением холодной воды по отношению к детали. Однако нагретая вода на нижней поверхности не может подниматься так же легко, потому что деталь мешает. Он медленно поднимается вверх и втягивает за собой холодную воду, но менее эффективно, чем то, что происходит по бокам.Верх представляет собой большую проблему, потому что, хотя нагретой воде нет препятствий для движения вверх и от детали, единственная вода, которая втягивается, чтобы заменить ее, — это нагретая вода, движущаяся вверх по сторонам детали. Верх не охлаждается так быстро, и трубы или другие части обычно изгибаются вверх (загибаются вверх). Калибровочные пластины в резервуаре помогают разделить этот поток, но допускают попадание холодной воды только на верхнюю часть детали сразу после калибровочной пластины. Турбулентная циркуляция воды в баке существенно помогает в решении этой проблемы.
Он медленно поднимается вверх и втягивает за собой холодную воду, но менее эффективно, чем то, что происходит по бокам.Верх представляет собой большую проблему, потому что, хотя нагретой воде нет препятствий для движения вверх и от детали, единственная вода, которая втягивается, чтобы заменить ее, — это нагретая вода, движущаяся вверх по сторонам детали. Верх не охлаждается так быстро, и трубы или другие части обычно изгибаются вверх (загибаются вверх). Калибровочные пластины в резервуаре помогают разделить этот поток, но допускают попадание холодной воды только на верхнюю часть детали сразу после калибровочной пластины. Турбулентная циркуляция воды в баке существенно помогает в решении этой проблемы.
РАСПЫЛИТЕЛЬНОЕ ОХЛАЖДЕНИЕ
Распылительное охлаждение — это усовершенствование по сравнению с иммерсионным охлаждением и еще один способ решить проблему охлаждения. Распылительные форсунки равномерно распределены вокруг детали и по резервуару, чтобы обеспечить постоянное пополнение воды с регулируемой температурой на поверхности детали. Этот спрей также обеспечивает более равномерное охлаждение за счет равномерного распыления воды на U-образные каналы и внутренние углы по сравнению с внешними углами и прямыми стенками.Детали с простым поперечным сечением можно опрыскивать холодной водой и работать с высокой производительностью. Проблема неравномерной толщины стенок все еще требует отдельного решения. Если распыления одной холодной воды недостаточно для достижения равномерного охлаждения, необходимого для предотвращения деформации, можно регулировать температуру воды, чтобы замедлить охлаждение и уменьшить или устранить деформацию. Вода требуется в количестве, достаточном для создания турбулентного потока в резервуаре, необходимого для разрушения изолирующего слоя теплой воды.
Этот спрей также обеспечивает более равномерное охлаждение за счет равномерного распыления воды на U-образные каналы и внутренние углы по сравнению с внешними углами и прямыми стенками.Детали с простым поперечным сечением можно опрыскивать холодной водой и работать с высокой производительностью. Проблема неравномерной толщины стенок все еще требует отдельного решения. Если распыления одной холодной воды недостаточно для достижения равномерного охлаждения, необходимого для предотвращения деформации, можно регулировать температуру воды, чтобы замедлить охлаждение и уменьшить или устранить деформацию. Вода требуется в количестве, достаточном для создания турбулентного потока в резервуаре, необходимого для разрушения изолирующего слоя теплой воды.
Некоторые люди утверждают, что охлаждение распылением значительно лучше, чем охлаждение иммерсией, из-за эффекта охлаждения испарением. Здесь вода, распыляемая на горячую часть, быстро превращается в пар и испаряется, унося значительно больше тепла, чем вода может унести при погружении. Хотя этот эффект реален, он верен только тогда, когда температура поверхности пластика превышает примерно 250 ° F. Это происходит только в самые первые секунды или даже десятые доли секунды после того, как деталь попадает в охлаждающий резервуар.Благодаря высокой эффективности охлаждения воды и, что более важно, очень низкой проводимости тепла от пластика к поверхности, температура поверхности быстро падает ниже 250 ° F и остается на этом уровне, так что испарительное охлаждение больше не происходит. Тем не менее, постоянное пополнение холодной воды на поверхность — это повышение эффективности водяного охлаждения с дополнительным преимуществом, заключающимся в том, что не требуется вакуума для удержания воды внутри резервуара. Распылительное охлаждение предлагает более равномерное распределение охлаждающей воды по поверхности, а также постоянное пополнение холодной воды на поверхности с дополнительным преимуществом использования гораздо меньшего расхода воды.
Хотя этот эффект реален, он верен только тогда, когда температура поверхности пластика превышает примерно 250 ° F. Это происходит только в самые первые секунды или даже десятые доли секунды после того, как деталь попадает в охлаждающий резервуар.Благодаря высокой эффективности охлаждения воды и, что более важно, очень низкой проводимости тепла от пластика к поверхности, температура поверхности быстро падает ниже 250 ° F и остается на этом уровне, так что испарительное охлаждение больше не происходит. Тем не менее, постоянное пополнение холодной воды на поверхность — это повышение эффективности водяного охлаждения с дополнительным преимуществом, заключающимся в том, что не требуется вакуума для удержания воды внутри резервуара. Распылительное охлаждение предлагает более равномерное распределение охлаждающей воды по поверхности, а также постоянное пополнение холодной воды на поверхности с дополнительным преимуществом использования гораздо меньшего расхода воды.
ЗАКЛЮЧЕНИЕ
Итак, пластиковая деталь сообщит вам, когда она не охлаждается равномерно за счет изгиба, деформации или деформации. В случае простых форм деталь будет изгибаться в направлении стены или секции, которая остыла последней. В более сложных формах искривления могут быть не так легко выявлены при охлаждении от 6 до 10 различных секций стенки с разной скоростью. Направление большего охлаждения на секции, которые, очевидно, будут охлаждаться медленнее, потому что они: более толстые, внутренние углы, в противном случае защищены от циркулирующей или брызг воды, что приведет к предотвращению коробления.Теперь уловка состоит в том, чтобы ускорить это и решить проблему заново.
В случае простых форм деталь будет изгибаться в направлении стены или секции, которая остыла последней. В более сложных формах искривления могут быть не так легко выявлены при охлаждении от 6 до 10 различных секций стенки с разной скоростью. Направление большего охлаждения на секции, которые, очевидно, будут охлаждаться медленнее, потому что они: более толстые, внутренние углы, в противном случае защищены от циркулирующей или брызг воды, что приведет к предотвращению коробления.Теперь уловка состоит в том, чтобы ускорить это и решить проблему заново.
GPI, Sierra Plastics и GPM РУКОВОДСТВО ПО ПРОЕКТИРОВАНИЮ ЭКСТРУЗИИ ПЛАСТИКА Экструзия пластикового профиля — это метод формования
ПЛАСТИК ЭКСТРУЗИЯ РУКОВОДСТВО ПО ДИЗАЙНУ
GPI, Sierra Plastics и GPM
г е м и н и г р о у п. n e t / G P I
МАТЕРИАЛ № 1: TPE 87 SHORE A МАТЕРИАЛ № 2: TPE 60 SHORE A
ФАКТИЧЕСКИЙ РАЗМЕР ПЛОЩАДЬ = 0,059 кв. В. ПЛОЩАДЬ = .104 КВ.В.
D5953
https://geminigroup.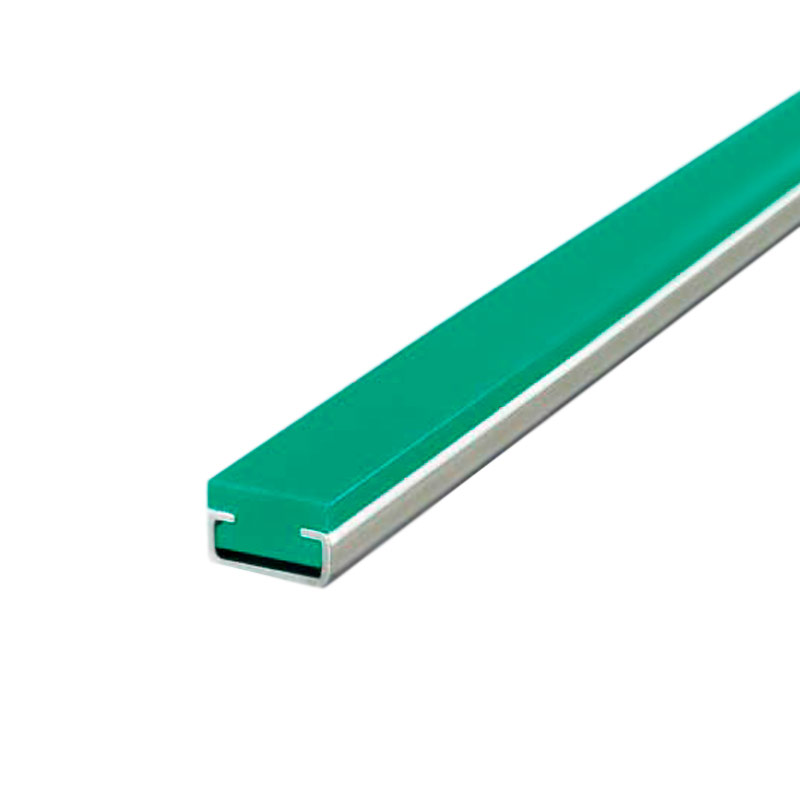 net/GPI
net/GPI
g e m i n i g r o u p. n e t / G P I1
Как пользоваться этим руководством
Это руководство содержит обзор процесса экструзии и его конструктивные особенности. Это не исчерпывающий; то количество доступной информации просто слишком велико. Однако он служит отправной точкой для лучшего понимания возможности и ограничения конструкции экструдированных деталей.
Если вы новичок в процессе экструзии, начните с раздела Общие сведения об экструзии.Он обеспечивает введение экструзии, включая производственный процесс, его преимущества и факторы затрат.
Если вы готовы приступить к проектированию, перейдите в раздел «Рекомендации по экструзионному проектированию». Это иллюстрирует дизайн принципы для наиболее важных аспектов проектирования экструдированных деталей и описывает наиболее распространенные виды отказов.
Вопросы?
Мы обнаружили, что наиболее важным фактором успеха в дизайне изделий из пластика является сотрудничество с нашими клиентами. на ранней стадии проектирования.Не стесняйтесь обращаться к нам, если у вас есть вопросы относительно того, что вы найдете на
следующие страницы или как это связано с вашим конкретным приложением.
на ранней стадии проектирования.Не стесняйтесь обращаться к нам, если у вас есть вопросы относительно того, что вы найдете на
следующие страницы или как это связано с вашим конкретным приложением.
С нашими техническими специалистами по продажам можно связаться по адресу [email protected] или 248-435-7271.
Наслаждайтесь!
Ключ к успешной экструзии — создание гармонии
между дизайном профиля и материалом — и командой Gemini
занимается этим с 1973 года.
Мы узнали что-то новое из каждого из 6000 профилей, которые мы помогли разработать, и из десятков смолы, с которыми мы работали, и для меня большая честь поделиться некоторыми из этих уроков с вами в этом руководстве.
https://geminigroup.net/GPI mailto: plasticsales% 40geminigroup.net? subject = Пластик% 20Extrusion% 20Design% 20Guide тел .: 2484357271
g e m i n i g r o u p. n e t / G P I 2
Содержание
ПОНИМАНИЕ ЭКСТРУЗИИ
Процесс экструзии 3 Преимущества и недостатки 3 Приложения 4 Факторы затрат 6
РАЗРАБОТКА ЭКСТРУЗИИ
Материал 7 Вторичные операции 9 Допуски 10 Толщина стенки 10 Полые 11 Внутренние детали 12 Угловой радиус 13 Ответные части 14 Приложение 14 Готовые уголки 15 Режимы отказа 15 Пример использования 16
СЛЕДУЮЩИЕ ШАГИ
Совет 17
https: // geminigroup. net / GPI
net / GPI
РАЗМЕР ВЫДВИЖЕНИЯ * ОХЛАЖДЕНИЕ ОБРАБОТКА * РЕЗКА
г е м и н и г р о у п. n e t / G P I3
Процесс экструзии
Экструзия пластикового профиля — это метод формования, при котором пластиковая смола непрерывно плавится, проталкивается через матрицу. с желаемым поперечным сечением («профиль»), а затем протянули через водяную баню до полного охлаждения. Сформированный Затем пластик может быть изготовлен и разрезан на несколько частей или намотан как единая часть.
ПРИМЕР ПРОЦЕССА ЭКСТРУЗИИ
Есть четыре зоны, через которые проходит материал:
• Зона экструзии, в которой расплавляется смола, могут быть добавлены такие добавки, как тальк, пенообразователи, стекло или краситель. добавляется, и материал проталкивается через головку экструдера.
• Зона калибровки, в которой используется вытяжной вакуум для предотвращения разрушения и контроля коробления, как у пластика.
затвердевает. Этот шаг используется только в профилях с одной или несколькими выемками.
• Зона охлаждения, в которой пластик пропускается через резервуары с холодной водой до полного затвердевания.
• Зона обработки, в которой качество экструзии измеряется и обрабатывается в соответствии с приложением. промоторов адгезии, ленты, скользящего покрытия и / или струйной печати. Этот шаг не является обязательным.
• Зона резки, в которой экструзия нарезается на желаемую длину или наматывается.
Преимущества и недостатки
По сравнению с другими процессами формования и формования экструзия имеет ряд преимуществ и недостатков:
* По необходимости — требуется не для всех профилей.
ПРЕИМУЩЕСТВА
• Высокая производительность
• Недорогой инструмент
• Короткие сроки поставки инструмента
• Многие виды сырья
• Самые низкие затраты на переработку пластмасс
• Может объединять несколько дюрометров в одном экструзия
НЕДОСТАТКИ
• Обеспечивает только однородную форму поперечного сечения
• Площадь поверхности не соответствует классу А для всех материалов.
• Допуски больше, чем у литьевых форм
• Дополнительные операции, необходимые для добавления третьего размер к дизайну
ПОНИМАНИЕ ЭКСТРУЗИИ
Бункер
Уплотнение капота
Конденсатор тюлень
Распродажа тюлень
Винт Вакуумный бак
Съемник резервуаров с охлаждающей водой Изготовление
Станок для намотки или отрезки штампа
Нагревательные ленты
Корм Бочка
Умереть Сборка
https: // geminigroup.net / GPI
g e m i n i g r o u p. n e t / G P I 4
П Л А С Т И К Е Х Т Р У С И О Н Д Е С И Г Н Г У И Д Е: У Н Д Е Р С ТА Н Д И Н Г Е Х Т Р У С И О Н
Приложения
Экструзия производит непрерывную двухмерную деталь с фиксированным профилем поперечного сечения, но это только
начало. После того, как пластик остынет, третье измерение может быть добавлено в процессе с помощью таких процессов, как резка, сверление,
штамповка, печать и тиснение для получения сложных геометрических форм.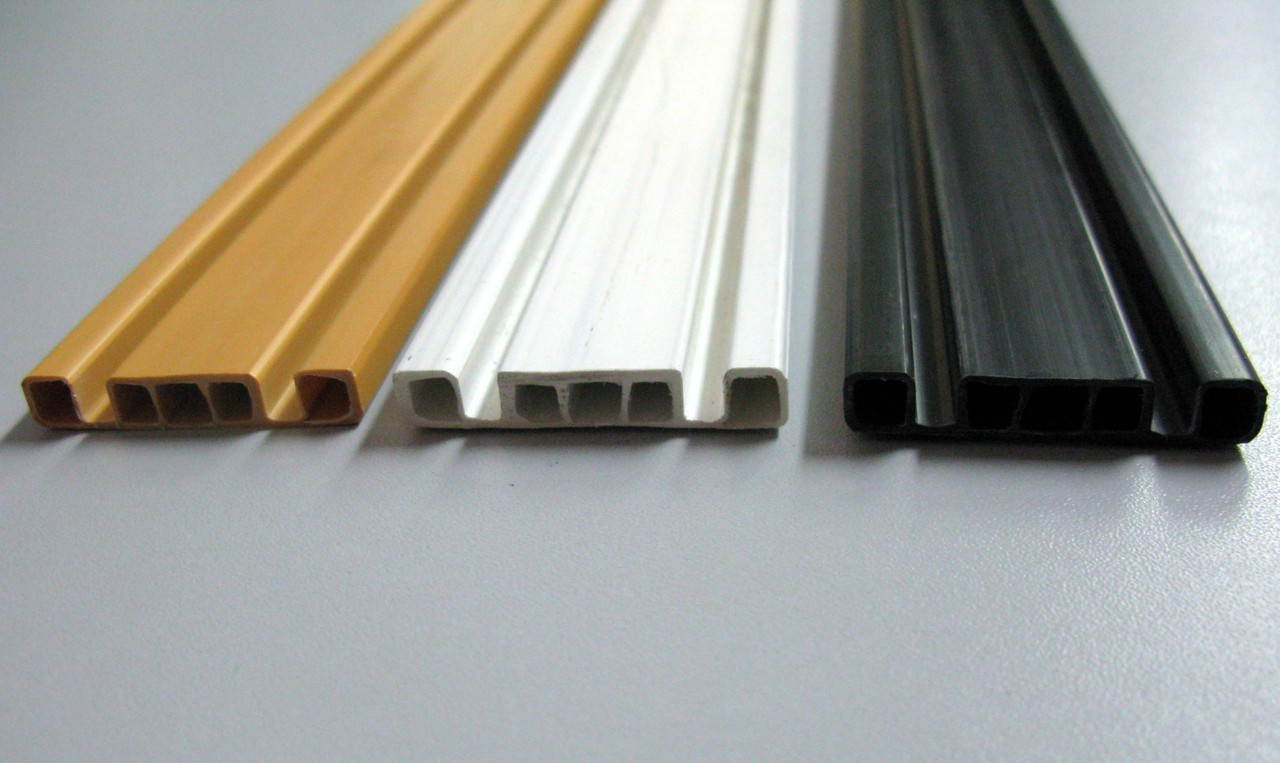 И наоборот, его можно оставить как есть и просто вырезать
желаемой длины или намотайте на сердечник.
И наоборот, его можно оставить как есть и просто вырезать
желаемой длины или намотайте на сердечник.
От дома до офиса, от школы до спортивной площадки, под ногами и над головой, экструзии везде! Только в автомобильной промышленности существуют сотни применений. Давайте взглянем.
УПЛОТНЕНИЯ
• Воздушные направляющие / дефлекторы
• Уплотнения приборной панели
• Уплотнения люка
• Уплотнения стоек
• Уплотнения конденсатора / HVAC
• Уплотнения радиатора
• Уплотнения капота
• Уплотнения кожуха
• Уплотнения коромысла
• Уплотнители линии крыши
• Уплотнения ленточного конвейера
• Каналы оконного слайдера
Уплотнение капота
Конденсатор тюлень
Распродажа тюлень
Сальник коромысла Сальник спойлера
Кромка двери охранять
Направляющая люка уплотнение и люк механический крышка
https: // geminigroup.net / GPI
g e m i n i g r o u p. n e t / G P I5
n e t / G P I5
П Л А С Т И К Е Х Т Р У С И О Н Д Е С И Г Н Г У И Д Е: У Н Д Е Р С ТА Н Д И Н Г Е Х Т Р У С И О Н
Приложения (продолжение)
• Столбы A, B и C
• Усилители аварийного отсека
• Усилитель бокового удара
• Усилитель коромысла
• Усиление подножки
• Вставки рейлинга крыши
• Вставки в бампер
• Ребра жесткости
• Фиксаторы J и стрелки
• Дуон бисерный — ПП, проволока, стекловолокно
• Пандусы, корпуса
• Маршрутизация каналов
• Поддерживающие форму
• Фиксирующие и перекрывающиеся крышки
• Электромонтажные работы, примыкания
• Защита жгута проводов
КОНСТРУКЦИЯ
СИДЕНЬЯ
БЕЗОПАСНОСТЬ
ДРУГОЕ
https: // geminigroup.net / GPI
g e m i n i g r o u p. n e t / G P I 6
П Л А С Т И К Е Х Т Р У С И О Н Д Е С И Г Н Г У И Д Е: У Н Д Е Р С ТА Н Д И Н Г Е Х Т Р У С И О Н
Факторы затрат
Снижение затрат может убить ваш проект. Хотя невозможно предсказать каждую стоимость, вы можете предпринять шаги, чтобы минимизировать
непредсказуемость и риск. Рассмотрим эти основные факторы затрат:
Хотя невозможно предсказать каждую стоимость, вы можете предпринять шаги, чтобы минимизировать
непредсказуемость и риск. Рассмотрим эти основные факторы затрат:
Сложность профиля: как правило, чем сложнее конструкция профиля, тем дороже его проектирование и производство.Особенности, которых следует избегать, включают пустоты, полупустоты, узкие секции штампа, неодинаковые толщины, жесткие допуски и металлическая арматура. Ваш производитель может предложить альтернативы сложным функции, которые достигают того же результата, поэтому разумно включить их в начальные обсуждения дизайна.
Изменения в дизайне: Изменения в заявленном дизайне часто приводят к увеличению стоимости, особенно если требуется изменение
после того, как начальная оснастка была построена. Чтобы избежать этого, мы проводим обширное технико-экономическое обоснование и
моделирование процесса для уравновешивания потока расплава перед созданием инструмента.Мы также предлагаем быстрое прототипирование для наших
заказчики и все инструменты изготавливаются собственными силами, чтобы минимизировать время выполнения заказа.
Инструмент: инструмент — это не только сама экструзионная матрица, но более сложная матрица обычно дороже. сделать. Также подумайте, понадобятся ли какие-либо инструменты для обрезки или изготовления после экструдирования исходной детали, так как а также приспособления и датчики для поддержки детали во время вторичных операций.
ИНЖЕКЦИОННАЯ ФОРМА VS ЭКСТРУЗИЯ
ИНЖЕКЦИОННАЯ ЭКСТРУЗИЯ ЭКСТРУЗИИ% ЭКОНОМИИ
ЦЕНА ЗА ШТУК $ 0.93 $ 0,39 58% СТОИМОСТЬ ИНСТРУМЕНТА 60 000 долл. США (с двумя гнездами) 7 800 долл. США (экструзия + фабрика) 87% СРОК ПОДДЕРЖКИ ИНСТРУМЕНТА 16 недель 6 недель 62%
Оригинал: Форма для инъекций
Предлагается: Экструзия
https://geminigroup.net/GPI
Материал
Выбор материала — один из наиболее важных, но сложных аспектов обеспечения производства ваших экструдированных деталей. успешно, работает должным образом и доставляется вам по минимально возможной цене.
СВОЙСТВА МАТЕРИАЛА
• Жесткость на изгиб • Должна ли деталь быть гибкой или жесткой? • Какой должна быть прочность на изгиб или прогиб детали?
• Ударопрочность • Какой уровень твердости или поверхностной вязкости требуется для детали? • Будет ли деталь выдерживать ударные нагрузки без разрушения или поломки
Блог — Руководства | Блог JetPens
— Руководства | JetPens JetPens принимает и отправляет заказы. Подробнее см. COVID-19.
Подробнее см. COVID-19.22 лучших карандаша на 2021 год: деревянный и механический карандаши
12 янв.2021 г.
На основе многолетних испытаний мы используем лучшие механические карандаши, лучший карандаш для рисования, лучшие цветные карандаши и многое другое. Каждая рекомендация включает ссылки на соответствующие руководства, чтобы вы могли самостоятельно оценить конкуренцию.
24 нояб.2020 г.
Выбор ручки — это не только размер наконечника и внешний вид.В этом руководстве мы поможем вам выбрать правильный тип пера, изучив основы того, из чего сделаны чернила для пера. Правильно ли вы используете перо для своего случая? Читай дальше что бы узнать.
17 нояб.2020 г.
Выбрать подходящую кисть для акварели на удивление сложно, но это руководство поможет вам учесть все факторы. Выбрав кисть, прочитайте, как лучше всего ухаживать за щеткой.
10 нояб.2020 г.
Стеклянные ручки удивительно просты в использовании и прекрасно дополняют ваши любимые чернила.Читайте дальше, чтобы понять сильные и слабые стороны стеклянных ручек, наших предпочтительных чернил и бумаги для их сочетания, а также техник каллиграфии и рисования стеклянным пером.
Типы ручек: как выбрать ручку с правильными чернилами
24 нояб.2020 г.
Выбор ручки — это не только размер наконечника и внешний вид. В этом руководстве мы поможем вам выбрать правильный тип пера, изучив основы того, из чего сделаны чернила для пера. Правильно ли вы используете перо для своего случая? Читай дальше что бы узнать.
Выбор кисти для акварели и уход за ней
17 нояб.2020 г.
Выбрать подходящую кисть для акварели на удивление сложно, но это руководство поможет вам учесть все факторы. Выбрав кисть, прочитайте, как лучше всего ухаживать за щеткой.
Как пользоваться стеклянной погружной ручкой
10 нояб.2020 г.
Стеклянные ручки удивительно просты в использовании и прекрасно дополняют ваши любимые чернила.Читайте дальше, чтобы понять сильные и слабые стороны стеклянных ручек, наших предпочтительных чернил и бумаги для их сочетания, а также техник каллиграфии и рисования стеклянным пером.
Шариковые ручки, ручки-кисточки, ручки для каллиграфии, ручки для комиксов / манги, перьевые ручки, гелевые ручки, маркеры, маркеры и фломастеры, мульти-ручки, стержни, шариковые ручки, стилусы
12 янв.2021 г.
Мы опираемся на годы испытаний, чтобы стать лучшей перьевой ручкой для начинающих, лучшей гелевой ручкой, лучшей ручкой для заметок и многим другим.Каждая рекомендация включает ссылки на соответствующие руководства, чтобы вы могли самостоятельно оценить конкуренцию.
.