Инвертор фото – 120 фото и правила выбора оптимального аппарата
120 фото и правила выбора оптимального аппарата
В наше время, наверное, не осталось ни одного человека, который не слышал бы о сварочных инверторах. Они занимают лидирующие позиции, значительно потеснив трансформаторы. Сегодня производители предлагают огромный ассортимент изделий с самыми разными теххарактеристиками.

В данной статье вы узнаете, какие бывают виды сварочных аппаратов инверторного типа и какой сварочный инвертор лучше.

Краткое содержимое статьи:
Достоинства инверторных сварочников
Инверторы стали популярны сразу же после своего появления на рынке. Они высоко ценятся не только специалистами, но и новичками. Это объясняется их следующими достоинствами:
- Высокий уровень КПД (до 95%).
- Лёгкий вес.
- Экономичность.
- Низкая нагрузка на сеть.
- Простота розжига дуги.
- Лёгкость и удобство эксплуатации.
- Минимальное образование брызг расплавленного металла.
- Хорошая манёвренность.
- Доступная стоимость.
- Большой ассортимент моделей.

Таким образом, если вы – обладатель частного домовладения или хозяин загородного дома, то покупка сварочного инвертора для дома для вас обязательна.
Виды инверторных аппаратов
Существуют следующие виды сварочных инверторов:

Ручные дуговые (ММА). Такой вид считается классикой. Принцип его работы – это ручная сварка дугой с использованием электродов. Ручные аппараты для сварки – одни из самых популярных. Во многом это объясняется их низкой стоимостью.

Полуавтоматы. Они более продвинуты. Это идеальный выбор для опытных специалистов. Новичкам он не рекомендован из-за сложных настроек.

Использовать полуавтоматический аппарат советуют в ситуации невозможности получения требуемого результата при применении сварки ММА.

Аргонно-дуговые (TIG). Их отличает универсальность и высокое качество сварных швов. Они позволяют сваривать любые типы металла. Сварочные работы осуществляются за счёт дуги, которая образуется на конце неплавящегося электрода. Подача припоя происходит вручную.

Главный элемент схемы любого сварочного инвертора – импульсный преобразователь, который служит для выработки высокочастотного тока. Именно это объясняет лёгкость зажигания дуги и поддерживания ее стабильности в течение всей сварки.
Правила выбора
Выбирая инвертор, первым делом нужно посмотреть на область использования. На фото сварочных инверторов видно, что они могут быть:
- бытовыми;
- промышленными.

Далее необходимо учесть следующие нюансы:
Сварочный ток. Это параметр, при котором инвертор работает нормально, не перегреваясь. При этом учитывается длительность нагрузки в повторно-кратковременном режиме. Для домашнего использования будет достаточно 160-200 А.

Напряжение. Лучше выбирать нечувствительные к перепадам напряжения сварочные аппараты, ведь работая от городских сетей, нельзя избежать колебаний напряжения.

Стоимость. Не стоит выбирать самые дешёвые модели. Они могут быть недолговечны.

Изготовителя. Выбирайте продукцию от проверенных производителей сварочных инверторов.

Мощность. Чем выше данный показатель, тем больше видов работ можно выполнить сварочным агрегатом.

Рабочие температуры. Этот параметр имеет немаловажное значение. Перегрев или переохлаждение могут отрицательно сказаться на инверторе и даже привести к его поломке.

Небольшой диапазон возможных температур увеличивает риск того, что аппарат довольно быстро выйдет из строя. Поэтому лучше остановить выбор на устройствах с как можно большим температурным допуском.

Защитные функции. Инвертор обязан быть оборудован защитой от перегрева, перепада напряжения, замыкания, а также от скопления влаги и пыли.

Рабочий цикл. Он показывает, сколько времени сварочный агрегат должен находиться в работе, а также продолжительность и частоту необходимых перерывов.

Дополнительные функции. Устройству не помешает наличие таких дополнительных функций, как форсаж дуги, антизалипание и др.

Гарантийный срок. Выбирайте аппарат с наибольшей гарантией.

Пригодность к ремонту. Покупая инвертор, нужно заранее продумать свои действия в случае его поломки. Перед приобретением той или иной модели узнайте, как далеко расположены сервисные мастерские и насколько доступны детали.

Фото сварочного инвертора



















Также рекомендуем посетить:
zdesinstrument.ru
Сайт про инверторы — Информация о сайте
А теперь немного о сайте.Поскольку сам занимаюсь ремонтом сварочных инверторов выкладываю на этом сайте материалы связанные с инверторной техникой.
Это не сайт схем сварочных инверторов. Это скорее сайт сварочных инверторов к которым представлены схемы для ремонта.
Все сварочные инверторы на страницах этого сайта это реальные аппараты которые приходилось ремонтировать. К каждому сварочнику представлены фотографии в разных позах… или нет позы это, что-то из Камасутры… в разных ракурсах, снаружи и внутри аппарата по которым, перед скачиванием архива, можно определить соответствует ли аппарат вашему.
В архиве находится — схема сварочного инвертора, фотографии внутренностей инвертора в высоком разрешении. Иногда фото электронных плат и компонентов помогают больше, чем сама схема инвертора. Кстати не всегда название схемы совпадает с названием самого аппарата, существует множество двойников и клонов этой аппаратуры под разными названиями и брендами, иногда схемы от разных по названию аппаратов совпадают на 100% в других случаях процент совпадений меньше, поэтому выкладывал схемы наиболее подходящие к данному аппарату. Помогли мне может помогут и вам.
Кроме фотографий и схем сварочных инверторов в архивах могут присутствовать инструкции по ремонту и пользованию, сервисмануалы, материалы с форумов. Все это найдено в свободном доступе на просторах интернета и я ни в коем случае не претендую на авторство. В некоторые схемы внесены исправления и дополнения конкретно для данного аппарата а также режимы снятые в рабочем устройстве.
Информация по ремонту инверторов, представленная здесь, ни в коей мере не претендует на излишнюю ученость и академичность, это не пособие по ремонту, не абсолютная инструкция к действию, а всего лишь частный случай ремонта сварочного инвертора. В конкретном случае было вот так и все получилось.
Ни при каких условиях и обстоятельствах ответственность за последствия, которые прямо или косвенно повлекло за собой использование информации или ссылок, размещенных на этом сайте, не может возлагаться на автора сайта и быть основанием для его судебного преследования. Предсказать все нюансы которые могут возникнуть при ремонте НЕВОЗМОЖНО.
Советов стараюсь не давать — РЕМОНТУ СВАРОЧНЫХ ИНВЕРТОРОВ НЕ ОБУЧАЮ.
Если представленная здесь информация вам помогла — БУДУ ОЧЕНЬ РАД.
Ежели что-то пошло не так — Я ТУТ НИ ПРИ ЧЕМ!
Если вы соглашаетесь с указанными условиями, то можете смело приступать к ремонту сварочного инвертора своими руками. Иначе рекомендуется покинуть сайт и обратиться к специалисту.
Удачи в ремонте! (без нее никак)
PS. Все мы люди, дорогой читатель, все мы человеки, каждый может ошибаться, если на страницах этого сайта вы найдете какие либо ошибки, неточности или другие недочеты не надо сразу — «ату его!», а в спокойной, корректной и удобочитаемой форме в Контакты.
Анекдот в тему
invertor48.ru
расчет параметров и подбор материалов
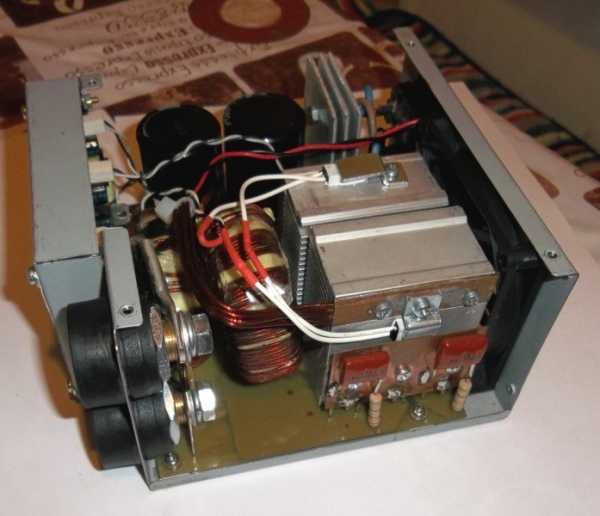
Изготовление сварочного инвертора в домашних условиях – очень увлекательное дело, особенно для любителей самоделок. При этом можно и не иметь глубочайших электротехнических знаний, просто делать все строго в определенном порядке. К тому же, не будет лишним понять принцип работы такого устройства.

Основной смысл в том, чтобы собирать все самому – это приличная экономия средств, если основные показатели аппарата будут приблизительно такими же, как у тех, что предлагает торговая сеть.

Да и внешне самодельный сварочный инвертор, может не отличаться от заводского. Работу можно будет проводить, применяя электроды 3-5 миллиметров в диаметре при дуге до 10 миллиметров.
Краткое содержимое статьи:
Основные данные
Собственноручно собранный по простой схеме сварочный инвертор сможет иметь данные вполне приличного устройства:
- напряжение на входе 220 вольт;
- на входе ток 32 ампера;
- на выходе ток 250 ампера.

Обычно используют напряжение 220 вольт, но можно сделать аппарат и для напряжения 380 вольт. Трехфазные аппараты имеют несколько выше показатели.

Сборка блока питания
Монтаж начинается с намотки трансформатора, его функция – это обеспечение стабильным напряжением следующих за ним деталей. Для его изготовления используют феррит Ш 7х7 (можно Ш 8х8), на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.

Для снижения вредного влияния возможного перепада сетевого напряжения, кольца провода необходимо класть на всю ширину катушки.

Первичную обмотку надо изолировать стеклотканью и намотать экран из провода 0,3 мм. Он должен покрыть всю ширину каркаса, а направление витков – совпадать с предыдущей обмоткой.
Последовательность работы с остальными обмотками такая же. На выходе должно быть от 20 до 25 вольт. Его можно отрегулировать подбором деталей. Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.

Один охладитель закрепляется к верхним частям деталей и изолируется слюдяной прокладкой. Второй – к нижней части моста и крепится с использованием термопасты.

Выводы диодного моста направляются туда же, куда будут выходить и контакты транзисторов, что работают как преобразователи. Длина проводов, которые соединяют мост и транзисторы – не больше 15 сантиметров. Блок питания и инверторный блок разделяются металлической пластиной, приваренной к основанию.

Монтаж силового блока
Этот блок представляет собой трансформатор, что снижает U и увеличивает ток. Для его изготовления нужна пара сердечников Ш 20х208. Для изоляции их друг от друга модно использовать бумагу.
Намотка выполняется полоской из меди, ширина которой 40 миллиметров, а толщина – 0,25 миллиметров. Для прокладки витков можно использовать бумагу хорошего качества, а вторичную обмотку формируют, перекладывая фторопластовую полосу.
Монтировать понижающий трансформатор, используя толстый провод, не надо потому, что ток, имея высокую частоту, проходит по поверхности проводника и тот не нагревается внутри.

Нагрев деталей аппарата нужно уменьшать принудительным охлаждением. Для этой цели подойдет вентилятор из системного блока компьютера.
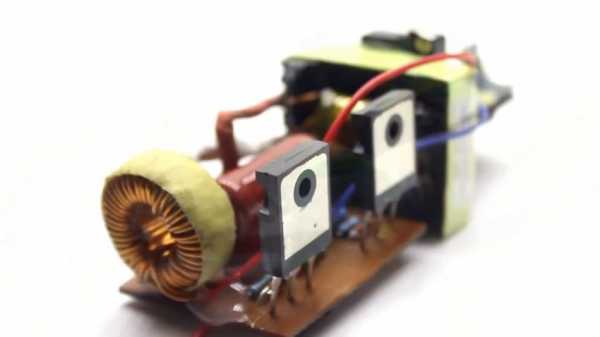
Сборка инверторного блока
Чтобы сделать сварочный инвертор своими руками необходимо перейти к следующему этапу – монтажу инверторного блока. Так, как этот узел преобразовывает ток из постоянного в переменный, нужны мощные транзисторы, которые будут то открываться, то закрываться, создавая высокую частоту.

В инструкцию для изготовления простого инвертора можно включить схему инверторного блока.

Есть смысл этот блок монтировать с применением нескольких транзисторов, чтобы частота была более стабильной и при выполнении сварки аппарат меньше гудел.
Корпус
Пошаговая сборка инвертора своими руками предусматривает подбор надежного корпуса для такого изделия. Для этой цели вполне подойдет старый системный блок от компьютера (чем древнее, тем лучше потому, что в нем толще металл). Можно самому изготовить коробку из листового металла, а внизу использовать гетинакс в пол сантиметра или больше.

Различные виды самодельных сварочных инверторов имеют общую черту – это управление работой аппарата. На передней панели устанавливают выключатель, ручку регулировки сварочного тока, контакты для проводки, контрольные лампы.

Таким образом, чтобы обзавестись таким нужным в домашней мастерской аппаратом, не обязательно покупать готовый инвертор. Можно изучить необходимую теорию, приобрести детали и самому собрать сварку, которая будет надежно работать.

Фото сварочного инвертора своими руками
























tytmaster.ru
Устройство сварочного инвертора.
Принцип работы сварочного инвертора
В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок.
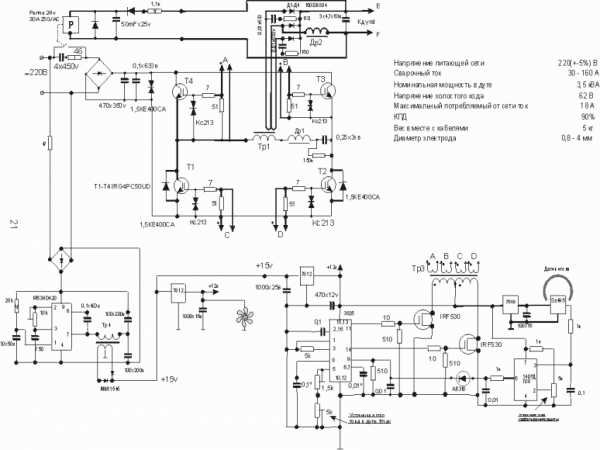
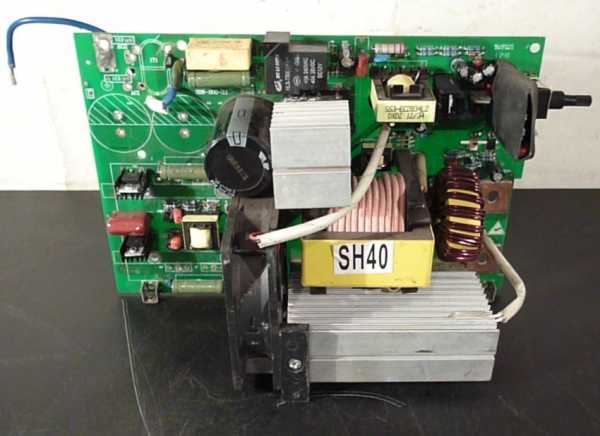
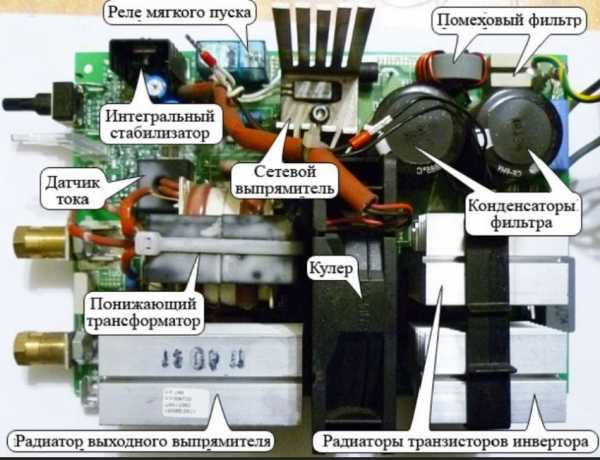
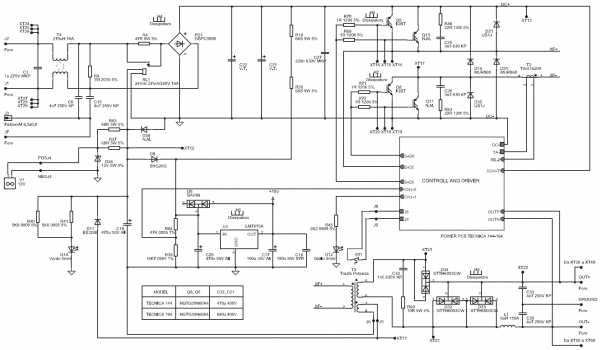
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
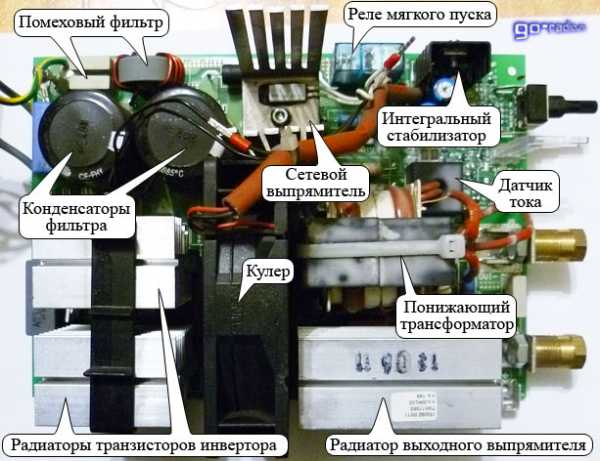
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.
Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).
Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
А что в железе?
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С0. Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) — 35А, обратное напряжение (VR) — 800V.

После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.
Инвертор.
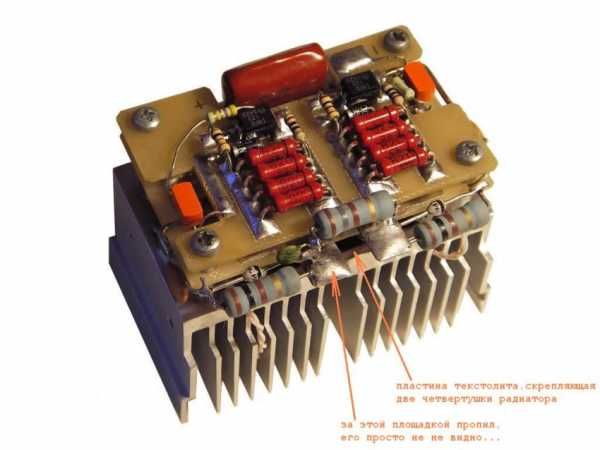
Схема инвертора собрана по схеме так называемого «косого моста». В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.

Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
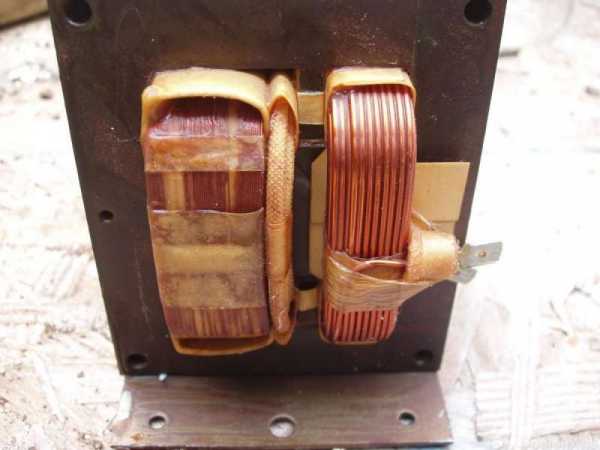
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.
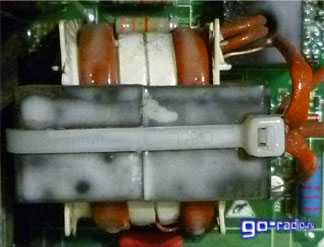
Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr < 50 ns (50 наносекунд).
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFh40US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.

Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска».
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор. Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W). Эти резисторы понижают напряжение и участвуют при запуске схемы.

Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя. Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – «Зелёный»). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V~).

Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
Об этом мы узнаем из следующей части нашего повествования. Читать далее.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
go-radio.ru